
基於複合AI模型與生成對抗網路之適多工況刀具壽命智慧監控方法與系統研究
一、 研究背景與動機
高附加價值產品及其零組件,對加工品質、製程穩定性與自動化決策的要求逐漸提高。其中,刀具狀態的及時監控是影響加工品質與生產效率的重要關鍵技術之一。在實際切削加工過程中,當刀具磨耗程度過高時,可能造成加工尺寸誤差、表面粗糙度上升、產品品質不穩定,甚至導致重工成本增加與非計畫性停機。若能即時掌握刀具磨耗狀態,並準確預測刀具剩餘壽命與臨界壽命,便能協助現場人員選擇適當的換刀時機,準確掌握刀具成本、確保加工穩定性和機台的有效稼動率。隨著智慧製造技術的發展,結合線上即時感知技術、大數據分析與AI技術,達成上述刀具狀態即時監控與預測最適化管理目標已日臻成熟。
現有刀具狀態監控方法在實務導入上仍面臨一些限制,首先傳統監測模型多建立於固定加工條件下,當材料、主軸轉速、進給率、切削條件,甚至機台狀態改變時,以AI為基礎的智慧模型預測準確度可能下降,導致難以直接應用於多工況加工環境。因此,如何提升AI模型在不同加工工況的泛化能力,是本應用需進一步解決的議題。其次,AI 模型雖然具有良好的非線性特徵學習能力,但通常需要大量且完整的刀具壽命資料作為訓練基礎,然而在實際產線中,完整刀具壽命資料的取得需要長時間切削實驗,會增加材料消耗、實驗成本與機台稼動率負擔,若每一種加工工況皆需重新收集資料與建模,將不利於業界實務導入。因此本研究聚焦在能以有限訓練資料結合AI模型、資料增強與遷移學習方法,建立一套具備特徵學習能力與多工況適應性的刀具狀態即時監控系統,以提升模型在實際加工環境中的可用性與推廣性。
本研究透過 CNC 銑削加工多源資料擷取系統取得振動訊號、加工參數、刀具磨耗影像與表面粗糙度資料,並對振動訊號進行 IQR 離群值剔除、前 20% 特徵訊號擷取、RMS 計算與相對增加倍率轉換,並依項目需求進行斜率分析或等效轉換;其後依不同監測項目選擇對應模型,其中刀具臨界壽命監控以迴歸分析與門檻法則建立診斷模型,表面粗糙度預測以 GRNN 建立非線性映射模型,而刀具剩餘壽命預測則採用 GRNN、LSTM+GRU 與混合模型進行比較;在模型調教方面,也進一步導入GAN 資料擴增與遷移式學習(Transfer Learning),以提升模型準確性與多工況泛化能力;最後將模型整合至 C# 人機介面中,形成兼具臨界壽命監控、剩餘壽命預估、表面粗糙度預測、等效轉換與警示功能之智慧刀具監測系統。
二、研究方法
本研究主要在於研發一套可應用於精密加工製程的智慧刀具狀態監控系統。透過GRNN與 LSTM-GRU等模型,建立刀具磨耗過程中振動訊號、加工時間與磨耗狀態之間的非線性關係,進一步用以預測使用中的刀具剩餘壽命與臨界壽命。此外,為了解決AI模型訓練資料收集不易的問題,也導入生成式對抗網路進行資料增強,並結合遷移學習來提升模型在不同工況下的適應能力。
2.1 刀具狀態監控方法
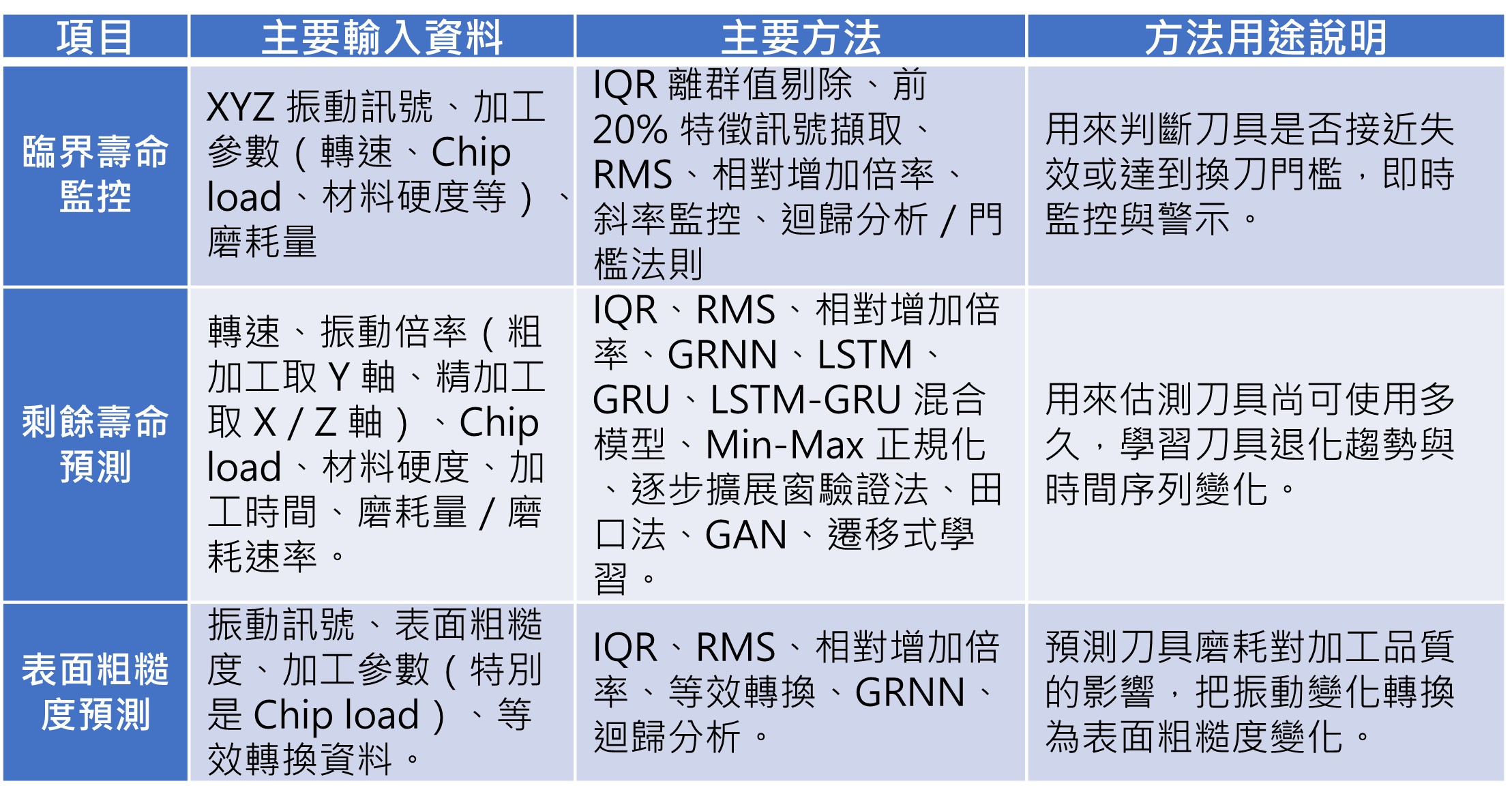
整體研究建立三項功能:(1)刀具臨界壽命監控、(2)刀具剩餘壽命預測,(3)刀具磨耗造成之表面粗糙度預測。三者雖都以加工振動訊號為基礎,但在資料標記、特徵處理與模型選擇上各有不同。三項功能所採用之需方法與整理如表1。
臨界壽命監控著重於最適換刀時機門檻監控;剩餘壽命預測著重於刀具尚餘可加工時間預測;表面粗糙度預測則著重於刀具磨耗是否影響加工品質要求的品質預測。三項模型共用同一套線上資料擷取方式,但依物理/工程特性選用不同的模型與訊號特徵處理方法。
 |
2.2 實驗架構與設備
刀具磨耗會使切削阻力逐漸上升,進而造成切削振動、主軸負載電流產生變,經由主軸負載電流、切削振動與音頻訊號之特徵處理與模型建構,可有效應用於機台與刀具之即時切削監控,但實際應用時仍需考量不同機台之伺服馬達規格、主軸馬達負載能力與 CNC 控制器訊號解析度等差異。若機台主軸馬達扭力輸出較大,或控制器所提供之負載電流解析度不足,則較不易由主軸負載電流辨識刀具微量磨耗狀態。
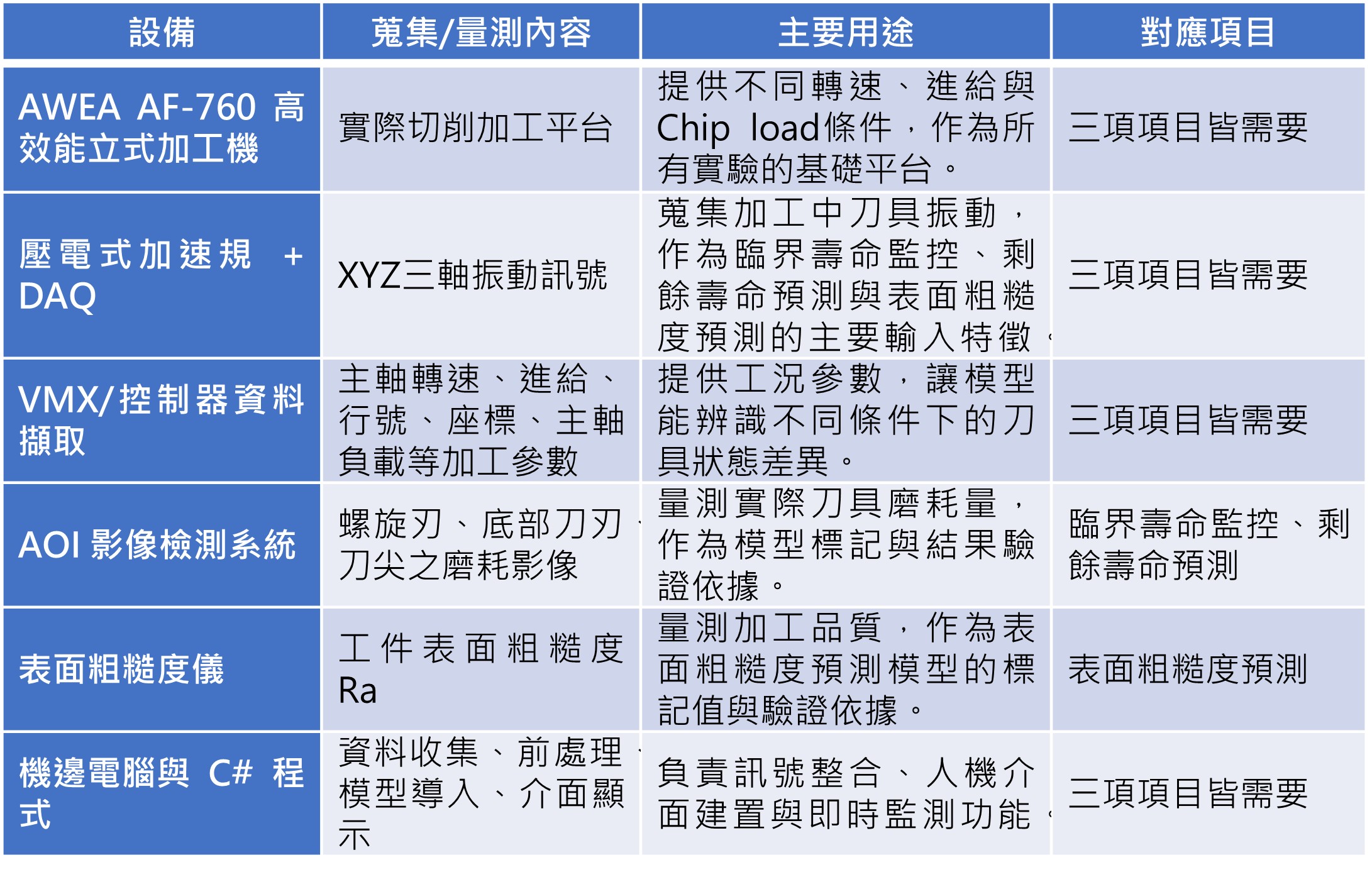
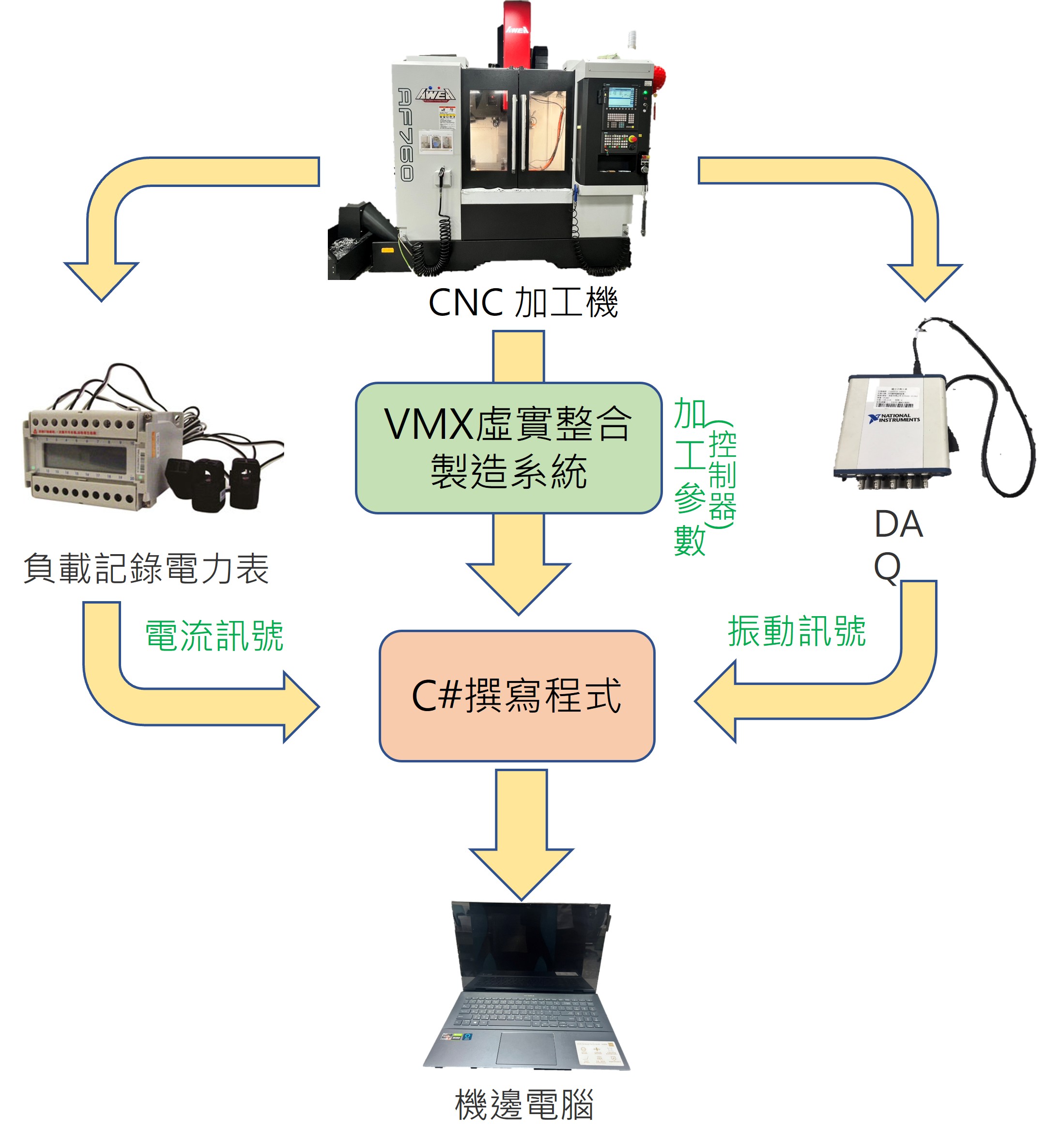
收集線上資料的實驗架構以 CNC 銑削加工為核心,在加工過程中擷取切削振動訊號與切削參數,再進行特徵計算並做為模型訓練輸入(圖1),線下則進行刀具磨耗影像((圖2)與表面粗糙度量測以做為模型訓練之輸出,再據以建立「即時訊號」與「實際刀具狀態/加工品質」之間的對應關係。實驗設備分成訊號收集設備、狀態量測設備與系統整合設備三類,相關說明如表2。
 |
| 圖 1、實驗設備與訊號擷取架構圖 | 圖 2、AOI影像擷取設備 |
|
|
 |
2.3 訊號特徵處理方法
研究中先對振動訊號進行一系列前處理與特徵萃取,以提升資料一致性與模型可學習性。相關處理說明如下:
- 刀刃通過頻率與取樣頻率設定:依刀具刃數與主軸轉速估算刀刃通過頻率,再依奈奎斯特取樣原則設定取樣頻率,以確保振動訊號能反映實際切削狀態。
- 四分位距(IQR)離群值檢測:用以剔除振動資料中的異常值或突發干擾,避免少數異常峰值破壞整體趨勢判斷。
-
圖3、四分衛法離群值檢測 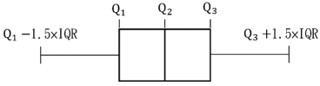
- 前 20% 極值特徵擷取:保留振動振幅較大的前 20% 資料作為特徵計算區段,使特徵更能反映磨耗趨勢。
- 均方根(RMS)計算:消除正負號對平均值帶來的影響,同時刀具磨耗引起的較大振幅能更顯著地反映。
- 相對振動增加倍率:適用於多工況混用情境的刀具狀態監測,增強泛化能力,針對不同工況,切削振動值需轉換為與新刀基準工況一致的振動值,再計算轉換倍率。
- 斜率/相對變化趨勢:在臨界壽命監控中,除了觀察倍率大小,也可觀察倍率成長趨勢是否持續上升,作為接近失效的補充判斷依據。
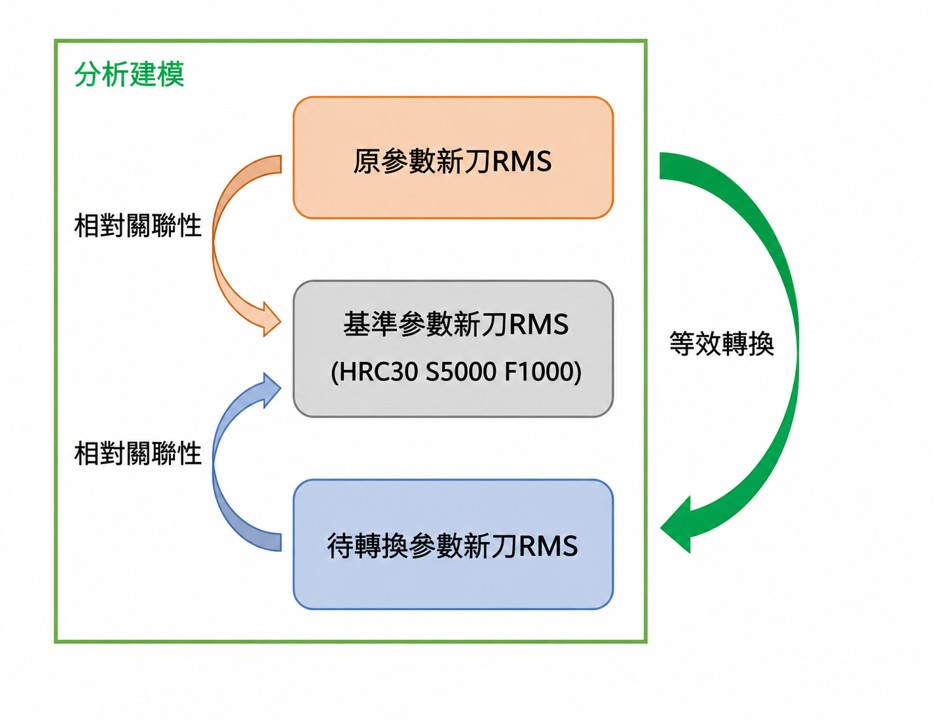
- 等效轉換:面對不同 Chip load、材料硬度或加工條件時,透過等效轉換模型將特徵轉換到共同尺度,應用在表面粗糙度預測與多工況比較。研究中收集不同切削參數,以Chip load、材料硬度以及RMS轉換倍率值建立關聯模型,計算轉換係數,將不同工況RMS值轉換為基準工況等效值。根據實驗數據分析,研究中通過雙變數回歸建模求轉換係數,可適用於多工況刀具狀態監測方法,流程如圖4所示。研究中預先收集了各種加工條件下的新刀 RMS 特徵值,明確定一組基準工況作為統一的對照標準。接著利用迴歸分析建立了以Chip load 與材料硬度為輸入變數和以RMS 轉換倍率為輸出的關聯模型。在實際加工時,系統會先計算出對應的等效轉換係數,將新工況下取得的振動 RMS 值,再將其等效轉換回「基準工況」的尺度上。
經過上述多項訊號處理與特徵計算後,所收集之振動訊號就由「原始時域資料」轉換為「可用於建模的統計特徵數據」。
 |
2.4 AI 模型選擇
模型選用主要係依監測功能選擇合適模型,再透過正規化、交叉驗證、超參數調整、資料擴增與遷移式學習等方法提升模型穩定性與泛化能力。針對不同功能的模型選擇說明如下:
- 臨界壽命監控:在刀具臨界壽命監控方面,由於此任務主要以少數加工參數建立診斷門檻,屬於少變數之應用情境,因此以迴歸分析與門檻法則為主,建立振動特徵與臨界磨耗之間的對應關係。該模型以已知的加工參數做為輸入,並將 Y 軸振動相對增加倍率的門檻值作為輸出,其能有效克服過去單純採用最低相對倍率所造成的刀具壽命浪費,從而在多工況下提供更精確且穩定的臨界診斷門檻,當特徵超過門檻時即觸發換刀警示。
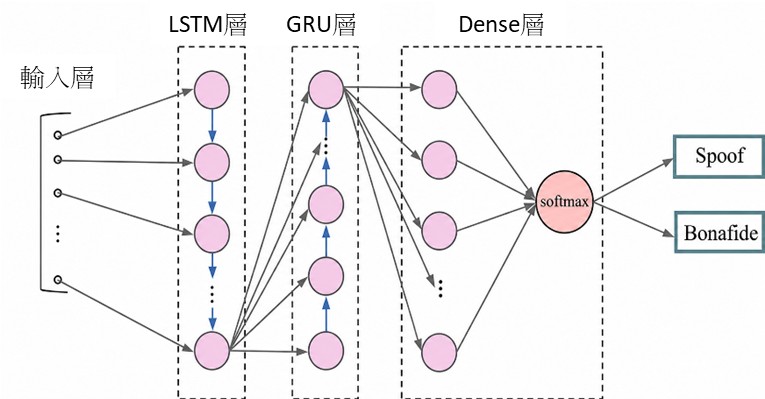
- 剩餘壽命預測:刀具磨耗是一個連續的時間序列過程,以 GRNN和LSTM-GRU混合模型為主。GRNN雖然學習速度快,但缺乏間序列概念,在長時間的剩餘壽命監控下易失準,因此,最終選用專門處理時間序列數據的長短期記憶網絡(LSTM)結合門控循環單元(GRU)(圖5)來捕捉刀具磨損的長期依賴性。
- 表面粗糙度預測:由於表面粗糙度會受到加工條件、刀具磨耗狀態與振動特徵共同影響,屬於多變數非線性映射問題,因此採用廣義迴歸神經網路建立加工品質預測模型。GRNN 不需預先假設模型函數形式,能夠透過訓練資料建立輸入特徵與輸出目標之間的非線性關係,適合用於表面粗糙度預測此類多變數迴歸問題。研究中先對資料進行正規化或標準化處理,使各項特徵位於相近數值範圍內。完成資料前處理後,再以 GRNN 進行模型訓練,並使用均方根誤差作為模型預測準確度之主要評估指標。
 |
2.5多工況應用與數據生成
• 遷移式學習:刀具剩餘壽命預測中,完整刀具磨耗實驗需耗費大量加工時間、刀具成本與量測成本,因此面對新工況資料不足時,透過遷移式學習可利用已訓練模型作為基礎,再以少量新工況資料微調,以降低重新建模成本並提升多工況適應性。
遷移式學習的核心概念,是將模型在來源工況中已學得的刀具磨耗退化特徵與序列變化規律,轉移至目標工況中使用,其可保留既有模型中較通用的特徵表示,再利用少量新工況資料進行微調,使模型能較快速適應新的加工條件,有效降低新工況下資料量不足所造成的建模困難。實際應用上係先「凍結頂層權重」,以保留預訓練模型學到的一般性特徵,避免在目標域數據集上重新訓練時被覆蓋掉;隨後「添加全連接層」,微調過程中,將目標工況之新資料輸入模型進行訓練。輸入特徵包含轉速、Chip load、振動相對增加倍率、刀具使用時間、刀具磨耗量與磨耗速率(粗加工情境)或表面粗糙度(精加工情境),輸出則為刀具實際剩餘使用壽命。
- GAN
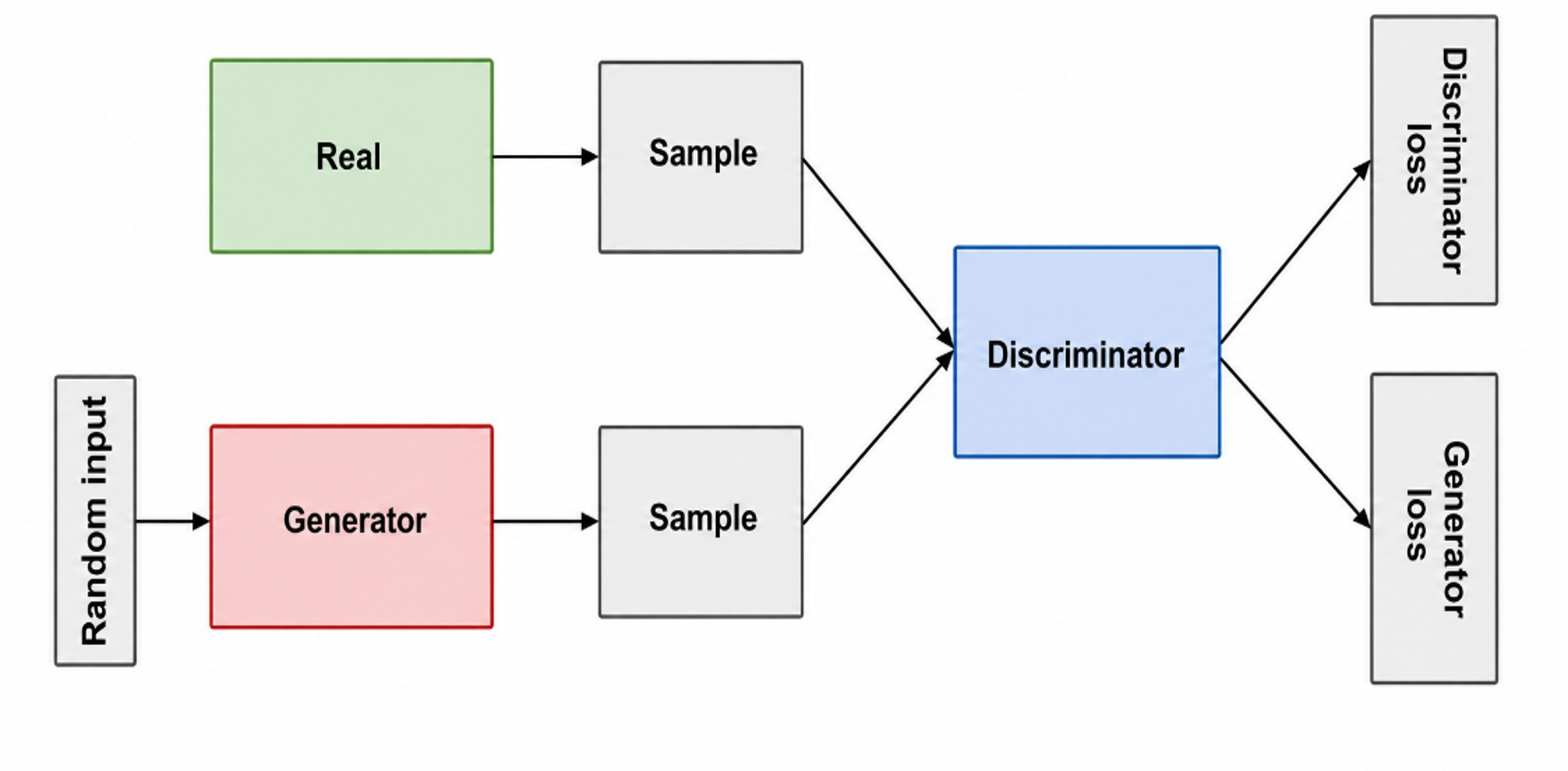
數據完整性影響AI模型準確率,然刀具全生命週期磨耗實驗耗時且成本高,影響機台生產稼動率,因此可以 GAN 生成相似分布的資料,增加資料量與資料多樣性。針對不同加工需求,生成資料的特徵有所區分:在粗加工情境中,特徵包含轉速、Chip load、Y 軸振動相對增加倍率、刀具使用時間、磨耗量、磨耗速率及刀具剩餘壽命;而在精加工情境中,則包含轉速、Chip load、X 軸與 Z 軸振動相對增加倍率、表面粗糙度及刀具剩餘壽命。這使模型在訓練過程中能接觸更多樣化的刀具退化狀態。
GAN 資料擴增流程首先以原始實驗資料作為真實資料集,訓練生成器與判別器。完成訓練後,利用生成器產生不同倍數(如 1 倍、4 倍、9 倍、19 倍)的合成輔助資料。研究中引入 KL 散度、JS 散度與 Wasserstein 距離 作為量化評估指標。當這三項指標數值越接近 0,即代表生成資料的分布與真實資料越相近、數據品質越高。確認品質無虞後,即可將這些合成資料加入訓練資料集中。然生成數據並非愈多愈多,因此研究中也探討不同比例的「真實資料與生成資料混合策略」對模型預測能力的影響。
 |
三、實驗驗證
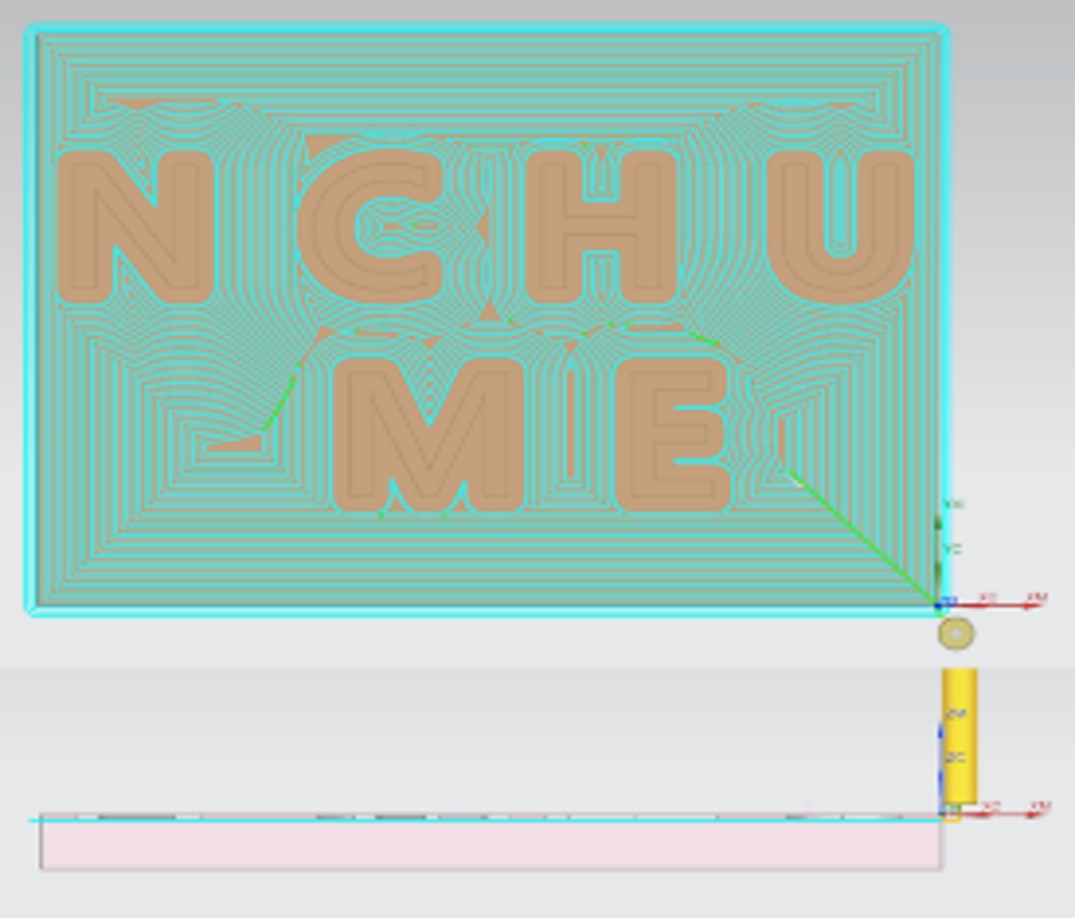
為有效驗證刀具最適應用與加工參數優化之智慧系統的準確性與再現性,本研究透過NXCAM設計了加工工法進行實削監測驗證實驗,透過以上驗證實驗流程,確保系統在不同加工條件下能夠準確預測並監控刀具狀態,並提高生產效率和確保產品品質。
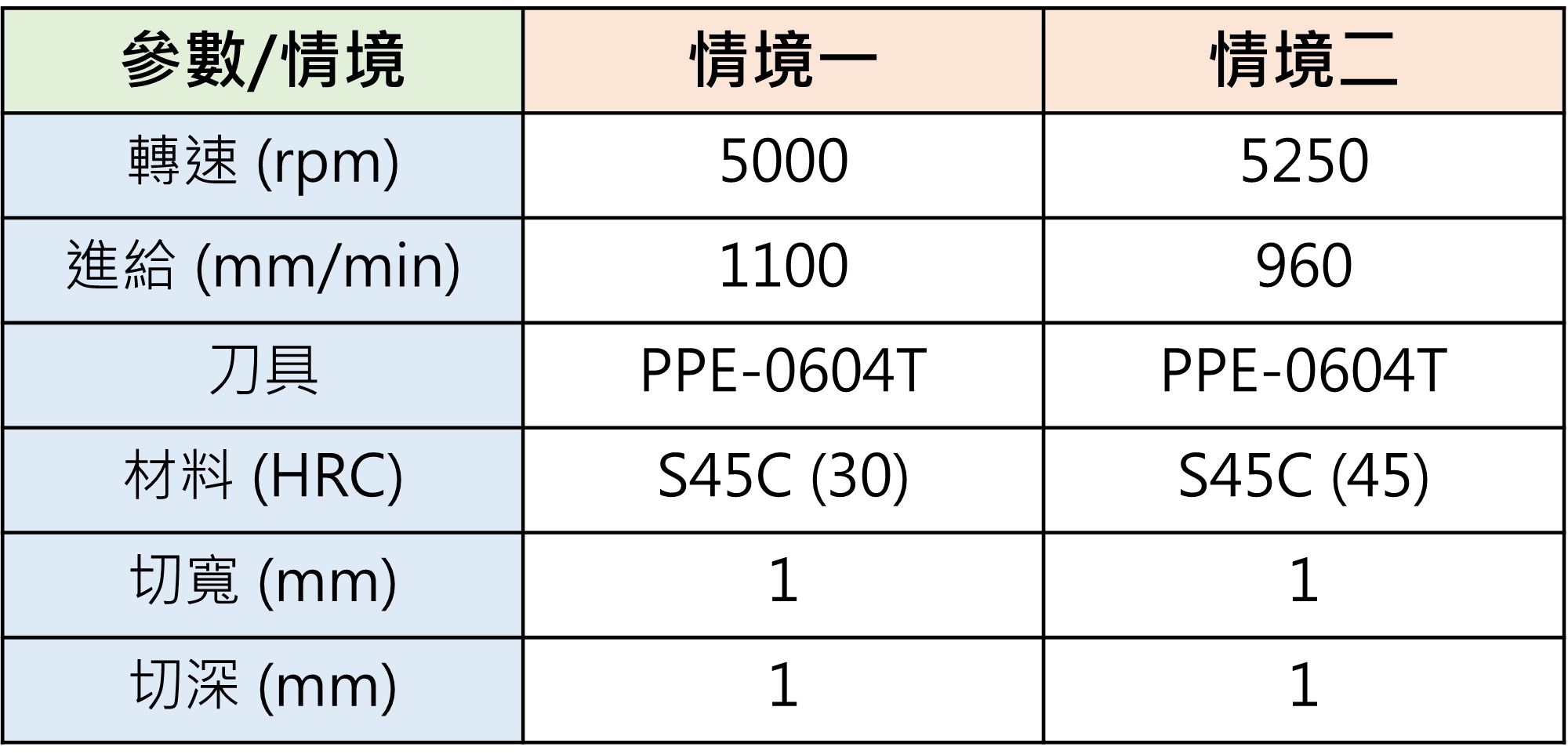
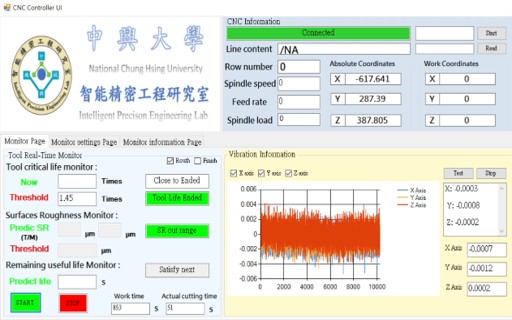
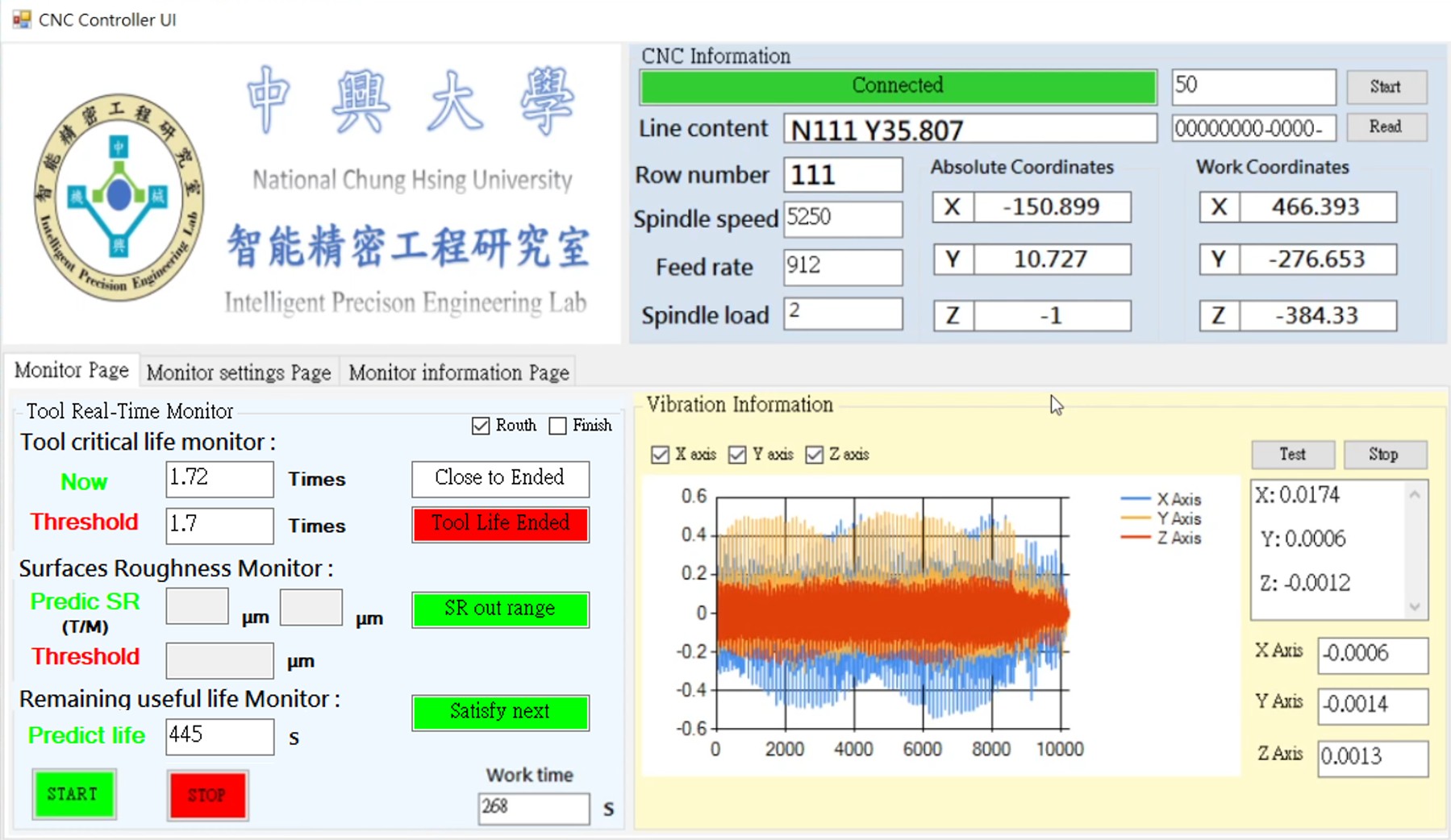
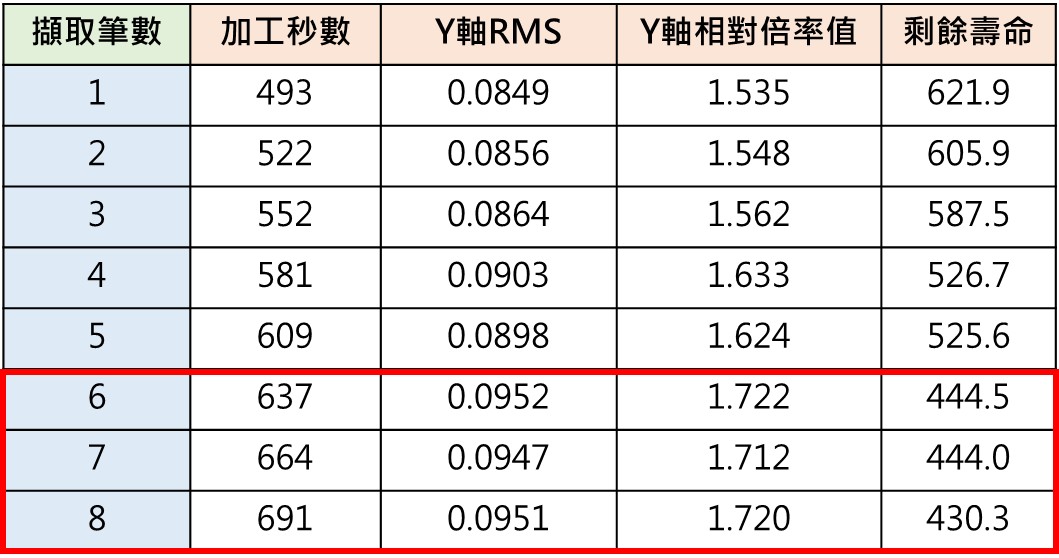
實驗驗證包含兩種材料搭配兩種製程參數進行實驗,切削路徑和參數組合如圖8及表(3)所示。驗證適多工況之刀具狀態監測系統中刀具剩餘壽命模組與行號標記模組應用模組的準確性與再現性。圖(8)顯示工況一(切削硬度HRC30材料)實驗的預測刀具剩餘壽命為1475(s),因其低於單次循環加工所需時間853(s),因此系統未發出換刀警示;圖(9)顯示相同刀具在工況二(切削硬度HRC45材料)下的驗證結果,在經切削691秒後,因出現振動異常訊號,系統預測此時刀具剩餘壽命為430(s),因不滿足下次循環加工所需時間,系統主動暫停加工等待換刀,圖11為當時刀具磨耗狀態照片,顯示刀具確實已屆臨介壽命狀態。
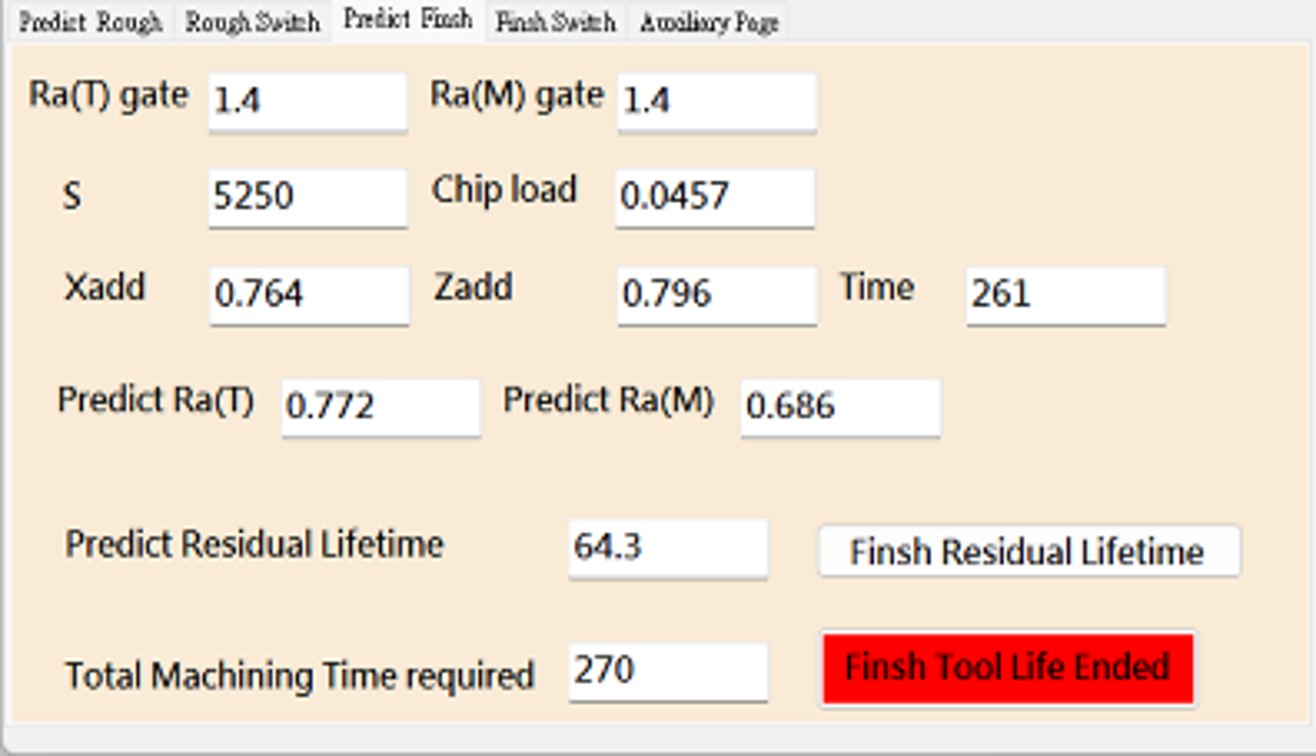
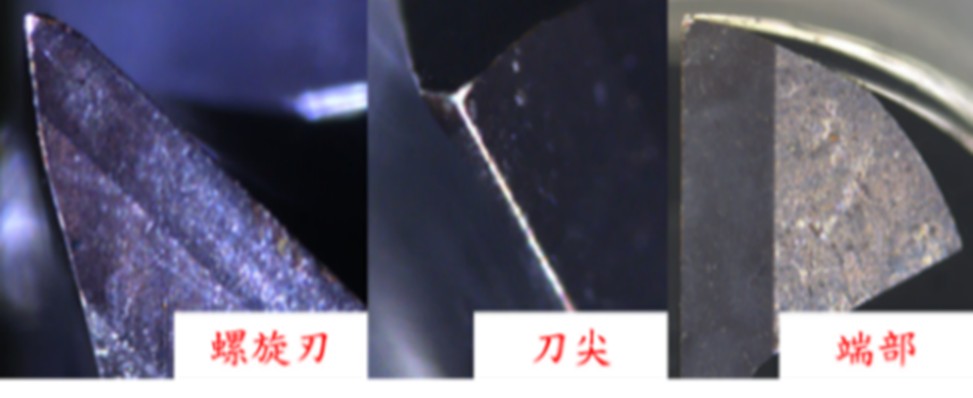
針對數據生成驗證結果如圖(19)所示,採用GAN生成數據(10%真實數據+90%生成數據)增強訓練,模型誤差RMSE為0.061,訓練時間555秒,系統預測結果如圖13所示,在加工至261秒時,預測工件表面粗糙度已達Ra 1.4 µm,生於壽命為64秒,實際量測的磨耗如圖20所示,二者誤差在0.2 µm內,顯示準確性良好,由於預測剩餘壽命不足以提供後續製程所需加工時間(100秒),此時系統預警提示換刀。
| 圖8、刀具切削路徑示意圖 | 表3、切削參數表 |
 |
 |
| 圖9、工況一剩餘壽命監控驗證結果 | 圖10、工況二剩餘壽命監控驗證結果 |
 |
 |
|
圖11、刀具磨耗圖(工況二) |
表4、刀具剩餘壽命預測 |
 |
 |
| 圖12、精加工刀具剩餘壽命預測結果 | 圖13、精加工@ 261秒刀具刀具磨耗照片 |
 |
 |
四、結論
本研究整合了實驗設計、設計、即時感知、迴歸分析、特徵分析與複合AI建模方法建立一套適合多工況的刀具磨耗狀態實時監控智慧化系統,實削驗證顯示系統適用於不同工況下的刀具磨耗即時監控,且具相當準確性。
切削加工工況非常多樣,其包含跨機台、跨材料特性、跨加工條件與跨場域的多元應用,智慧監控能力也需要持續強化,隨著AI工具不斷精進,目前研究室也嘗試應用諸如聯邦學習法(FL)、強化學習(RL) 檢索強化生成法(RAG)和大語言模型(LLM)等建構更泛化應用和具自我學習能力的智慧系統。




