
Research on an Intelligent Tool Life Monitoring Method and System for Multiple Working Conditions Based on a Hybrid AI Model and Generative Adversarial Networks
1. Background and Motivation
High value-added products and their components are facing gradually increasing requirements for machining quality, process stability, and automated decision-making. Among them, the timely monitoring of tool condition is one of the important key technologies affecting machining quality and production efficiency. In the actual cutting process, when the degree of tool wear is too high, it may cause machining dimensional errors, increased surface roughness, unstable product quality, and even lead to increased rework costs and unplanned downtime. If the tool wear condition can be grasped in real time, and the remaining tool life and critical life can be accurately predicted, it can assist on-site personnel in selecting the appropriate timing for tool change, accurately controlling tool cost, and ensuring machining stability and the effective utilization rate of the machine. With the development of smart manufacturing technology, combining online real-time sensing technology, big data analysis, and AI technology to achieve the above objectives of real-time tool condition monitoring and predictive optimal management has become increasingly mature.
Existing tool condition monitoring methods still face some limitations in practical implementation. First, traditional monitoring models are mostly established under fixed machining conditions. When the material, spindle speed, feed rate, cutting conditions, or even machine condition changes, the prediction accuracy of AI-based intelligent models may decline, making them difficult to directly apply to multi-condition machining environments. Therefore, how to improve the generalization capability of AI models under different machining conditions is an issue that this application still needs to further address. Second, although AI models have good nonlinear feature learning ability, they usually require a large amount of complete tool life data as the basis for training. However, in actual production lines, obtaining complete tool life data requires long-term cutting experiments, which increases material consumption, experimental cost, and machine utilization burden. If data collection and modeling must be repeated for every machining condition, it will not be conducive to practical industrial implementation. Therefore, this study focuses on using limited training data combined with AI models, data augmentation, and transfer learning methods to establish a real-time tool condition monitoring system with feature learning capability and multi-condition adaptability, so as to improve the usability and extensibility of the model in actual machining environments.
This study obtained vibration signals, machining parameters, tool wear images, and surface roughness data through a multi-source data acquisition system for CNC milling, and performed IQR outlier removal, extraction of the top 20% feature signals, RMS calculation, and conversion of relative increase ratio on the vibration signals, followed by slope analysis or equivalent conversion according to project requirements. Subsequently, corresponding models were selected according to different monitoring items, in which tool critical life monitoring established a diagnostic model by regression analysis and threshold rules, surface roughness prediction established a nonlinear mapping model by GRNN, and tool remaining life prediction adopted GRNN, LSTM+GRU, and hybrid models for comparison. In terms of model tuning, GAN data augmentation and transfer learning were further introduced to improve model accuracy and multi-condition generalization capability. Finally, the models were integrated into a C# human-machine interface to form an intelligent tool monitoring system with critical life monitoring, remaining life estimation, surface roughness prediction, equivalent conversion, and warning functions.
2. Research Methods
This study mainly aims to develop an intelligent tool condition monitoring system applicable to precision machining processes. Through models such as GRNN and LSTM-GRU, the nonlinear relationship among vibration signals, machining time, and wear state during the tool wear process was established, and further used to predict the remaining life and critical life of tools in use. In addition, in order to solve the problem that AI model training data are not easy to collect, generative adversarial networks were also introduced for data enhancement, and combined with transfer learning to improve the adaptability of the model under different working conditions.
2.1 Tool Condition Monitoring Method
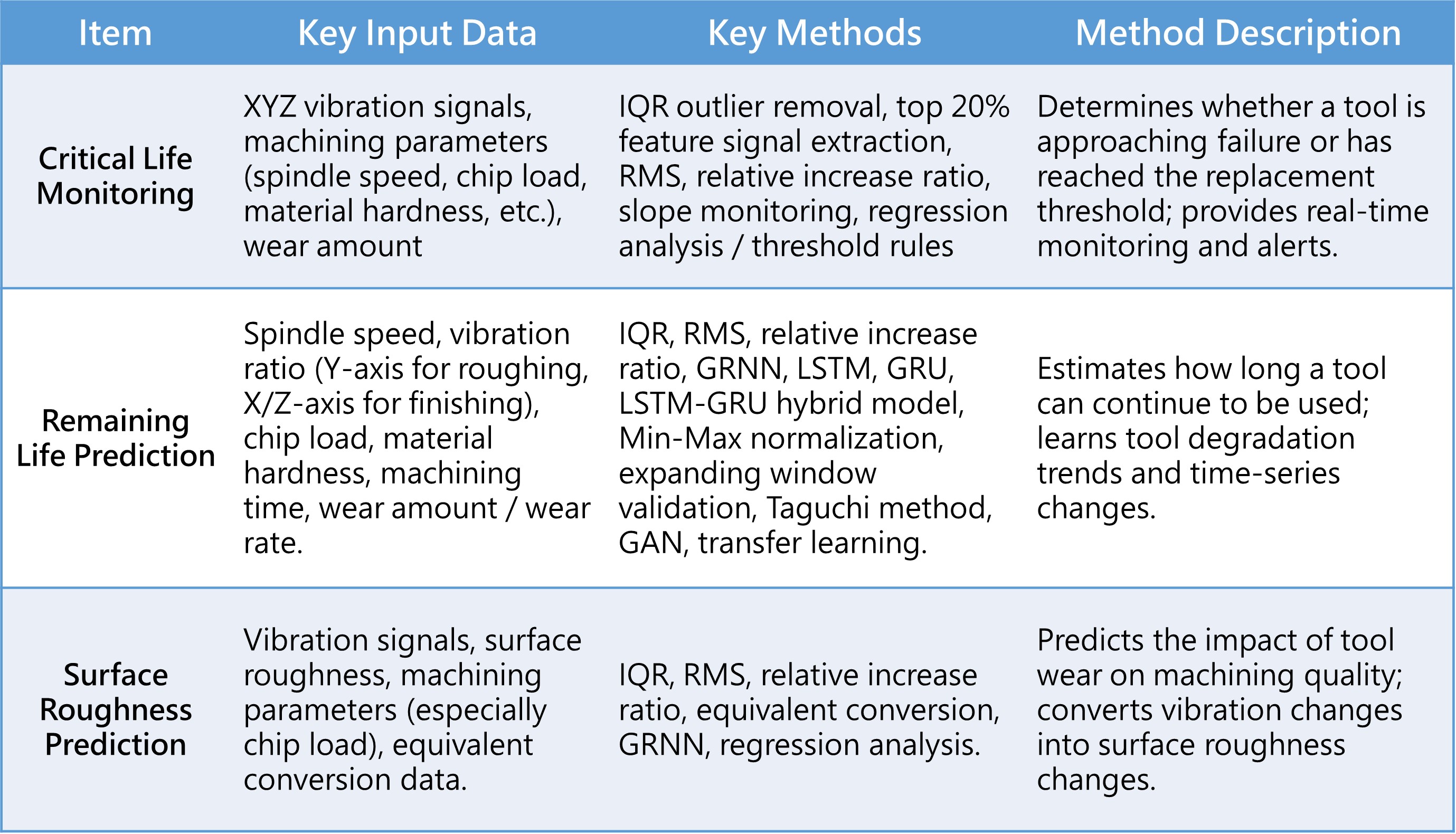
The overall study established three functions: (1) critical tool life monitoring, (2) tool remaining life prediction, and (3) prediction of surface roughness caused by tool wear. Although all three are based on machining vibration signals, they differ in data labeling, feature processing, and model selection. The required methods adopted for the three functions and their organization are shown in Table 1.
Critical life monitoring focuses on threshold monitoring for the optimal tool change timing; remaining life prediction focuses on the prediction of the remaining machinable time of the tool; surface roughness prediction focuses on quality prediction of whether tool wear affects machining quality requirements. The three models share the same online data acquisition method, but different models and signal feature processing methods are selected according to physical/engineering characteristics.
 |
2.2 Experimental Architecture and Equipment
Tool wear causes the cutting resistance to gradually increase, thereby causing changes in cutting vibration and spindle load current. Through feature processing and model construction of spindle load current, cutting vibration, and audio signals, it can be effectively applied to the real-time cutting monitoring of machine tools and tools. However, in practical application, differences such as servo motor specifications of different machines, spindle motor load capacity, and CNC controller signal resolution still need to be considered. If the spindle motor torque output of the machine is relatively large, or the load current resolution provided by the controller is insufficient, it is relatively difficult to identify the slight wear condition of the tool from the spindle load current.
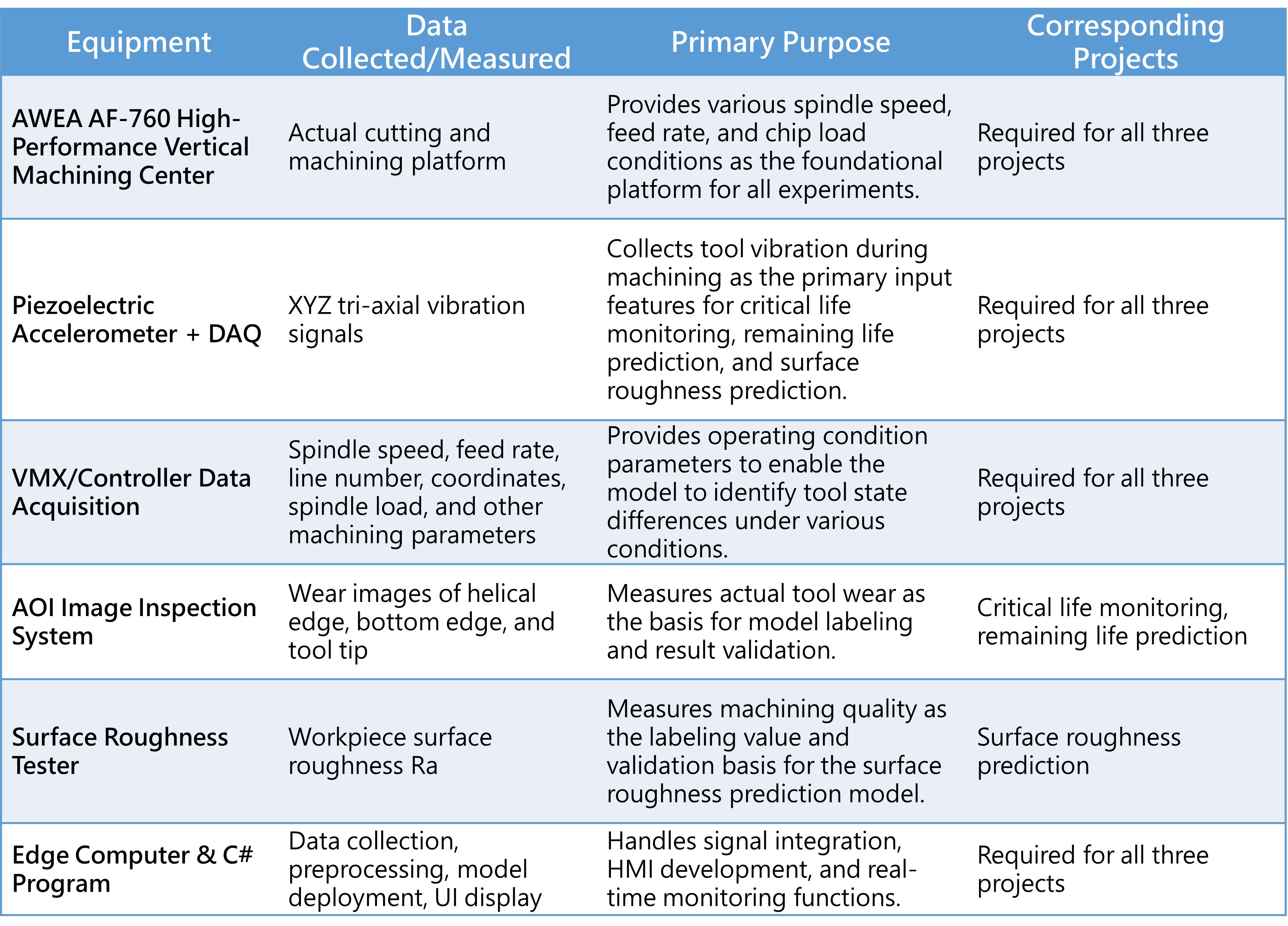
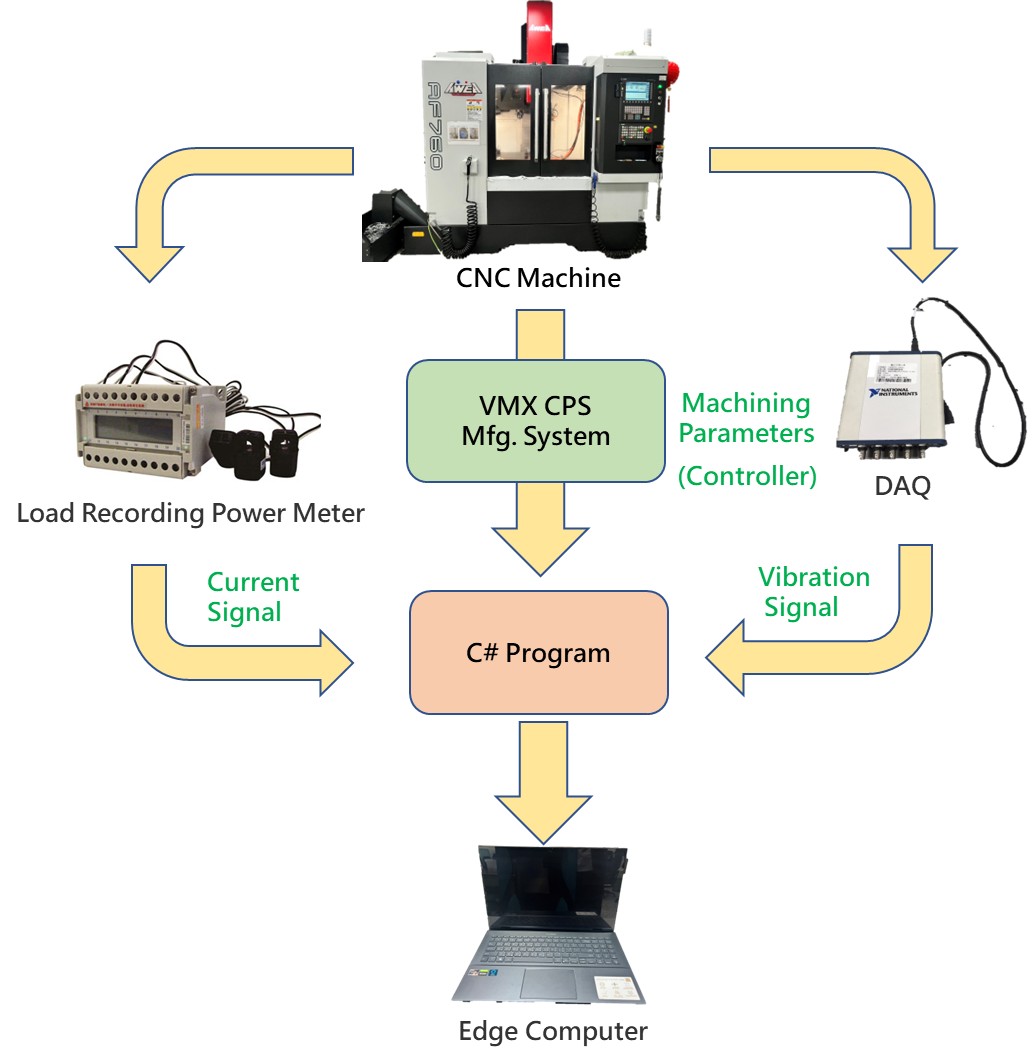
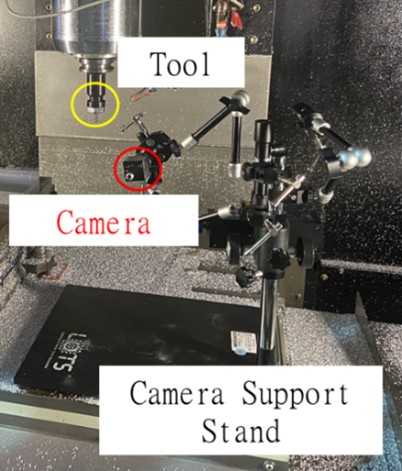
The experimental architecture for collecting online data takes CNC milling as the core. During the machining process, cutting vibration signals and cutting parameters are captured, and then feature calculation is performed and used as model training inputs (Figure 1). Offline, tool wear images (Figure 2) and surface roughness measurements are used as the outputs of model training, and based on these a corresponding relationship between “real-time signals” and “actual tool condition/machining quality” is established. The experimental equipment is divided into three categories: signal collection equipment, condition measurement equipment, and system integration equipment. The relevant description is shown in Table 2.
 |
|
Figure 1. Experimental Equipment and Signal Acquisition Architecture Diagram |
Figure 2. AOI Image Acquisition Equipment |
 |
 |
2.3 Signal Feature Processing Method
In the study, a series of preprocessing and feature extraction operations were first performed on the vibration signals to improve data consistency and model learnability. The relevant processing description is as follows:
- Blade passing frequency and sampling frequency setting: the blade passing frequency is estimated according to the number of tool flutes and spindle speed, and then the sampling frequency is set according to the Nyquist sampling principle to ensure that the vibration signals can reflect the actual cutting condition.
- Interquartile range (IQR) outlier detection: used to remove abnormal values or sudden interference in the vibration data to avoid a few abnormal peaks from damaging the overall trend judgment.

Figure 3. Interquartile Method Outlier Detection
- Top 20% extreme-value feature extraction: the top 20% of data with larger vibration amplitudes are retained as the feature calculation segment so that the features can better reflect the wear trend.
- Root mean square (RMS) calculation: eliminates the influence of positive and negative signs on the average value, while the larger amplitudes caused by tool wear can be reflected more significantly.
- Relative vibration increase ratio: suitable for tool condition monitoring in scenarios involving multiple working conditions, enhancing generalization capability. For different working conditions, the cutting vibration value needs to be converted into a vibration value consistent with the reference working condition of a new tool, and then the conversion ratio is calculated.
- Slope/relative change trend: in critical life monitoring, in addition to observing the magnitude of the ratio, it is also possible to observe whether the growth trend of the ratio continues to rise as a supplementary basis for judging the approach to failure.
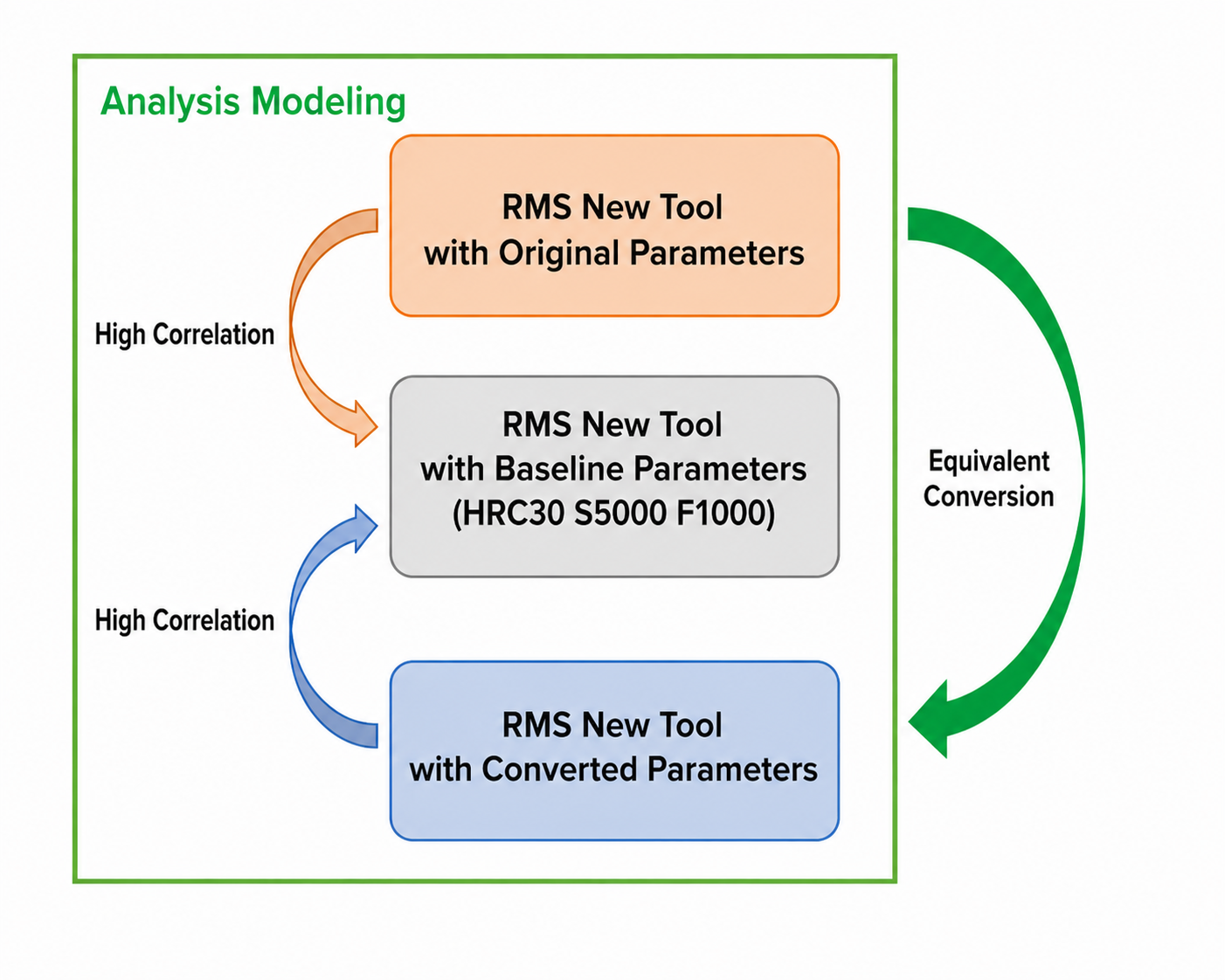
- Equivalent conversion: when facing different chip loads, material hardness, or machining conditions, the features are converted to a common scale through an equivalent conversion model and applied to surface roughness prediction and comparison under multiple working conditions. In the study, different cutting parameters were collected, and a correlation model was established using chip load, material hardness, and RMS conversion ratio values to calculate the conversion coefficient and convert RMS values under different working conditions into equivalent values under the reference working condition. According to experimental data analysis, the study used bivariate regression modeling to obtain the conversion coefficient, which can be applied to the tool condition monitoring method under multiple working conditions, and the process is shown in Figure 4. In the study, RMS feature values of new tools under various machining conditions were collected in advance, and a group of reference working conditions was clearly defined as the unified comparison standard. Then, regression analysis was used to establish a correlation model with chip load and material hardness as input variables and RMS conversion ratio as the output. During actual machining, the system first calculates the corresponding equivalent conversion coefficient and converts the vibration RMS value obtained under the new working condition back to the scale of the “reference working condition.”
After the above multiple signal processing and feature calculations, the collected vibration signals are transformed from “raw time-domain data” into “statistical feature data that can be used for modeling.”
 |
2.4 AI Model Selection
Model selection was mainly based on selecting appropriate models according to the monitoring function, and then improving model stability and generalization capability through methods such as normalization, cross-validation, hyperparameter adjustment, data augmentation, and transfer learning. The explanation of model selection for different functions is as follows:
- Critical life monitoring: in terms of critical tool life monitoring, since this task mainly establishes diagnostic thresholds based on a small number of machining parameters and belongs to an application scenario with few variables, regression analysis and threshold rules are mainly used to establish the corresponding relationship between vibration features and critical wear. This model takes known machining parameters as input and uses the threshold value of the relative increase ratio of Y-axis vibration as output. It can effectively overcome the waste of tool life caused in the past by simply adopting the lowest relative ratio, thereby providing a more accurate and stable critical diagnostic threshold under multiple working conditions. When the feature exceeds the threshold, a tool change warning is triggered.
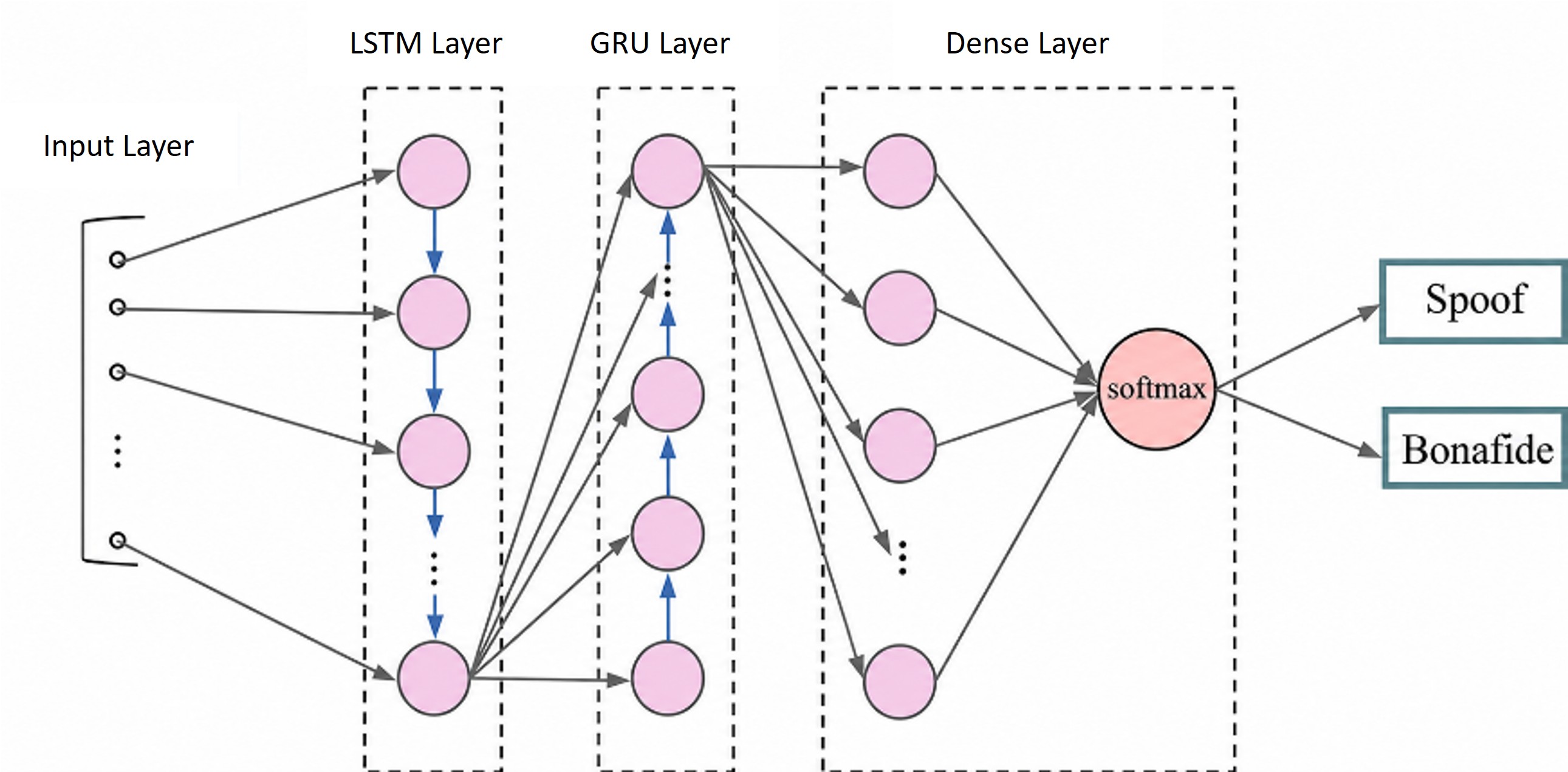
- Remaining life prediction: tool wear is a continuous time-series process, and GRNN and the LSTM-GRU hybrid model are mainly used. Although GRNN has a fast learning speed, it lacks the concept of inter-sequence relationships and is prone to inaccuracy under long-term remaining life monitoring. Therefore, the long short-term memory network (LSTM), which is specifically used to process time-series data, combined with the gated recurrent unit (GRU) (Figure 5), was ultimately selected to capture the long-term dependency of tool wear.
- Surface roughness prediction: since surface roughness is jointly affected by machining conditions, tool wear state, and vibration features, it is a multivariable nonlinear mapping problem. Therefore, a generalized regression neural network is used to establish the machining quality prediction model. GRNN does not need to assume the model function form in advance and can establish the nonlinear relationship between input features and output targets through training data, making it suitable for multivariable regression problems such as surface roughness prediction. In the study, the data were first normalized or standardized so that the features were within a similar numerical range. After data preprocessing was completed, GRNN was used for model training, and root mean square error was used as the main evaluation index of model prediction accuracy.
 |
2.5 Multi-Condition Application and Data Generation
• Transfer learning: in tool remaining life prediction, complete tool wear experiments require a large amount of machining time, tool cost, and measurement cost. Therefore, when data under new working conditions are insufficient, transfer learning can use a trained model as the basis and then fine-tune it with a small amount of data from the new working conditions, so as to reduce the cost of remodelling and improve adaptability to multiple working conditions.
The core concept of transfer learning is to transfer the degradation features and sequence variation patterns of tool wear learned by the model under the source working condition to the target working condition for use. It can retain the more general feature representations in the existing model and then use a small amount of new-condition data for fine-tuning, enabling the model to adapt more quickly to new machining conditions and effectively reducing the modeling difficulty caused by insufficient data under new working conditions. In practical application, the “top-layer weights” are first frozen to preserve the general features learned by the pretrained model and avoid them being overwritten when retraining on the target-domain dataset; subsequently, a “fully connected layer” is added, and during the fine-tuning process, the new data of the target working condition are input into the model for training. The input features include spindle speed, chip load, relative vibration increase ratio, tool usage time, tool wear amount and wear rate (rough machining scenario) or surface roughness (finish machining scenario), and the output is the actual remaining useful life of the tool.
- GAN
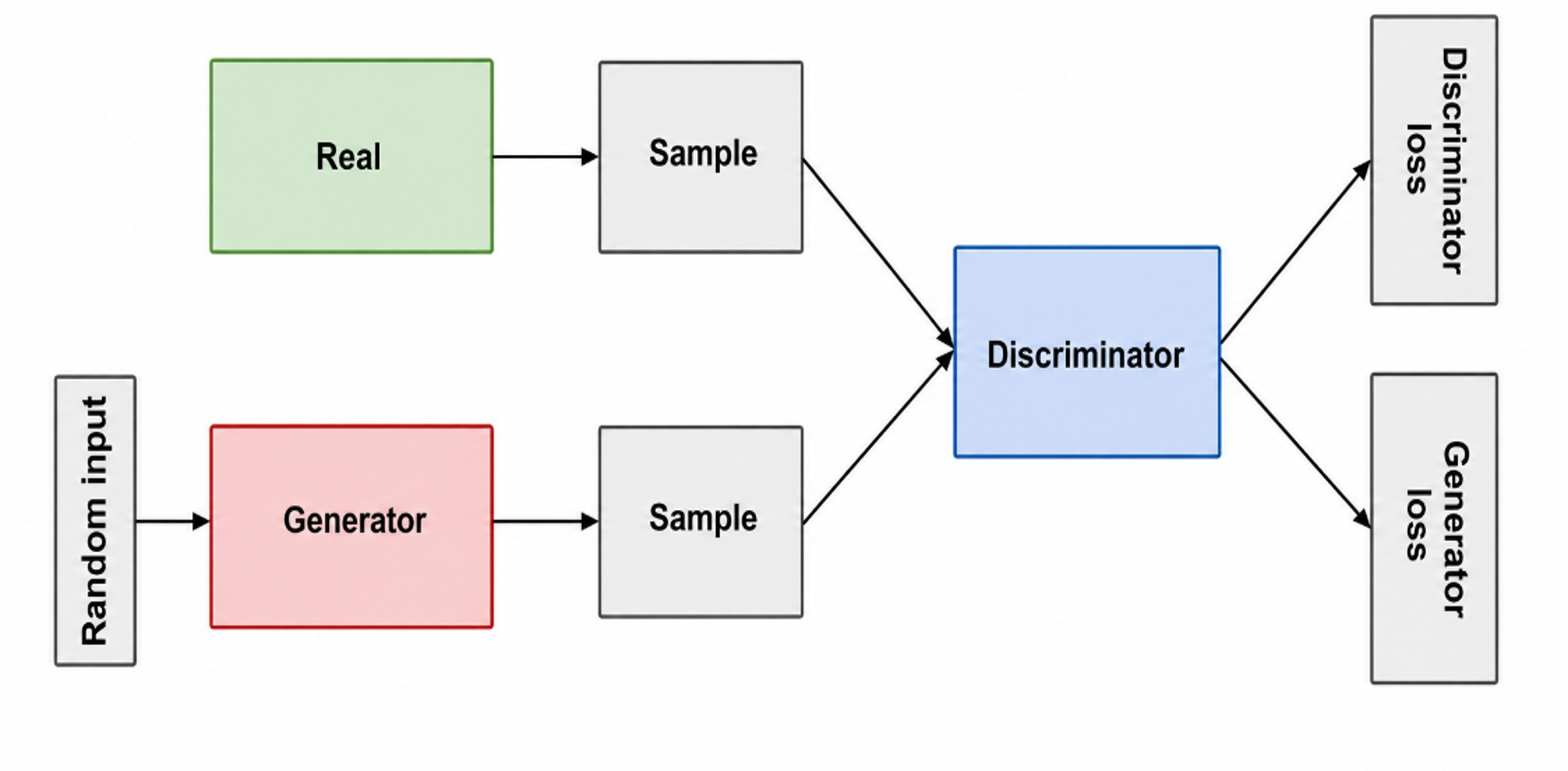
Data completeness affects the accuracy of AI models. However, full-life-cycle tool wear experiments are time-consuming and costly and affect machine utilization. Therefore, GAN can be used to generate data with similar distributions to increase data quantity and data diversity. For different machining needs, the features of the generated data are distinguished. In the rough machining scenario, the features include spindle speed, chip load, Y-axis relative vibration increase ratio, tool usage time, wear amount, wear rate, and tool remaining life; while in the finish machining scenario, they include spindle speed, chip load, X-axis and Z-axis relative vibration increase ratios, surface roughness, and tool remaining life. This enables the model to be exposed to more diverse tool degradation states during training.
The GAN data augmentation process first uses the original experimental data as the real dataset to train the generator and discriminator. After training is completed, the generator is used to produce synthetic auxiliary data at different multiples (such as 1×, 4×, 9×, and 19×). In the study, KL divergence, JS divergence, and Wasserstein distance were introduced as quantitative evaluation indicators. The closer these three indicator values are to 0, the closer the distribution of the generated data is to the real data and the higher the data quality. After confirming that the quality is acceptable, these synthetic data can be added to the training dataset. However, more generated data is not always better. Therefore, the study also explored the influence of different “real data and generated data mixing strategies” on the prediction capability of the model.
 |
3. Experimental Verification
In order to effectively verify the accuracy and reproducibility of the intelligent system for optimal tool application and machining parameter optimization, this study used NXCAM to design machining methods and carried out actual cutting monitoring verification experiments. Through the above verification experiment process, it was ensured that the system could accurately predict and monitor tool conditions under different machining conditions, improve production efficiency, and ensure product quality.
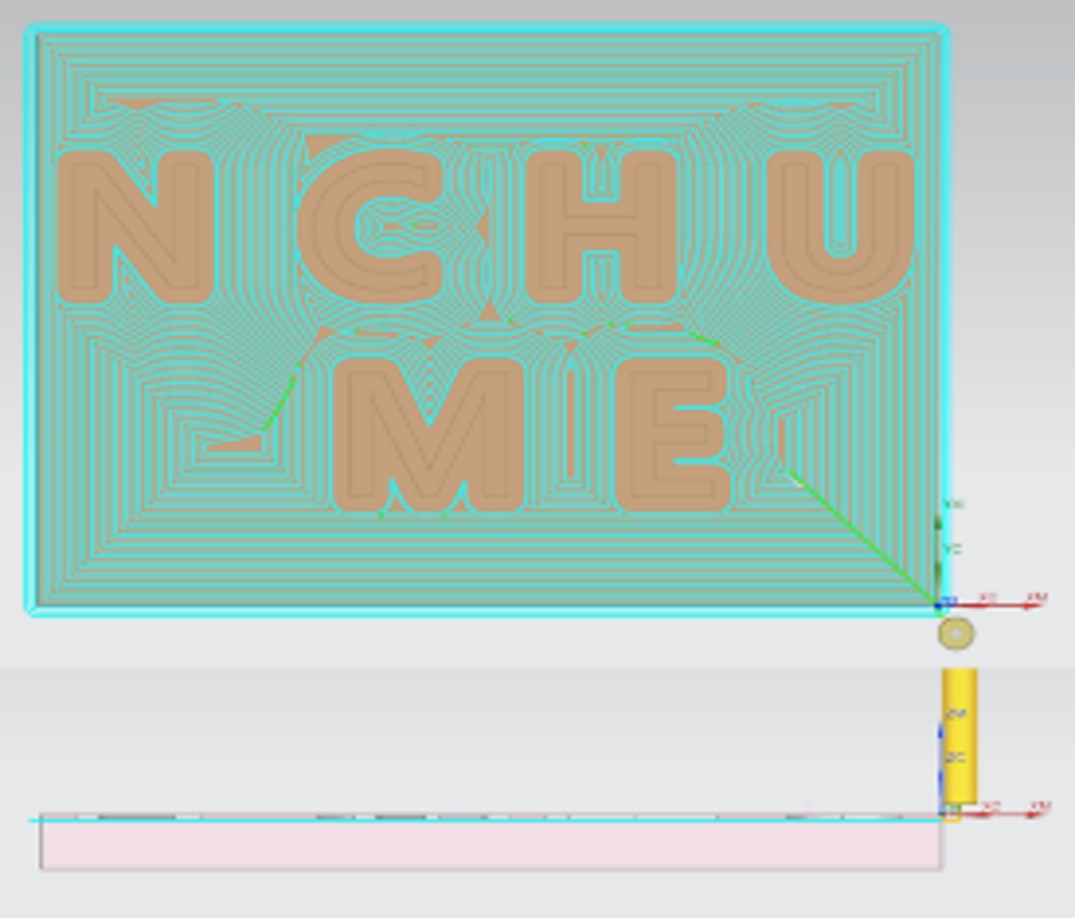
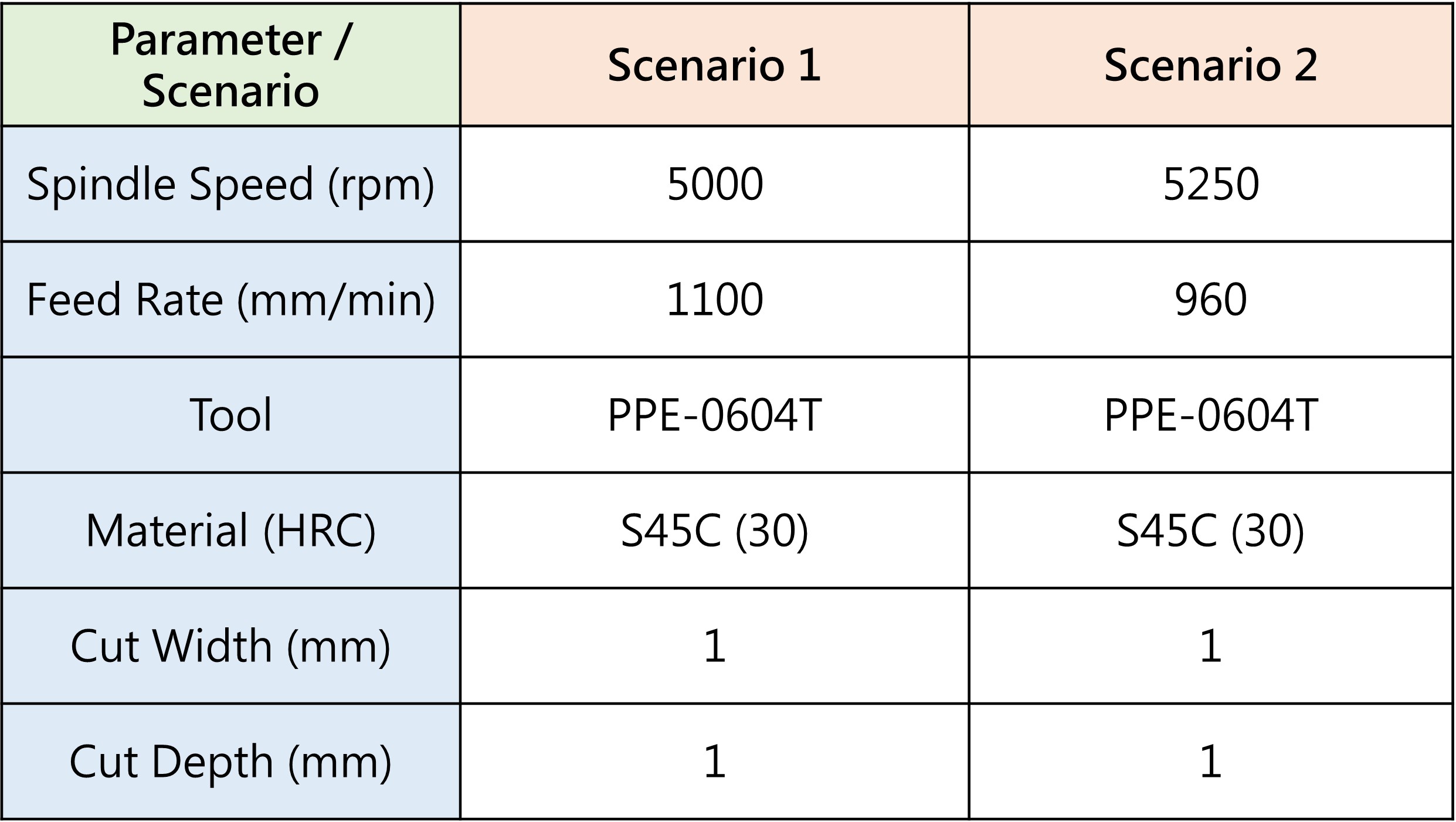
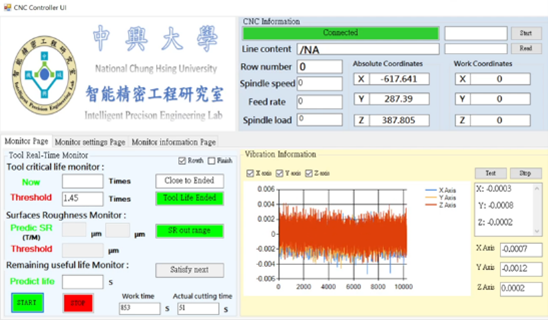
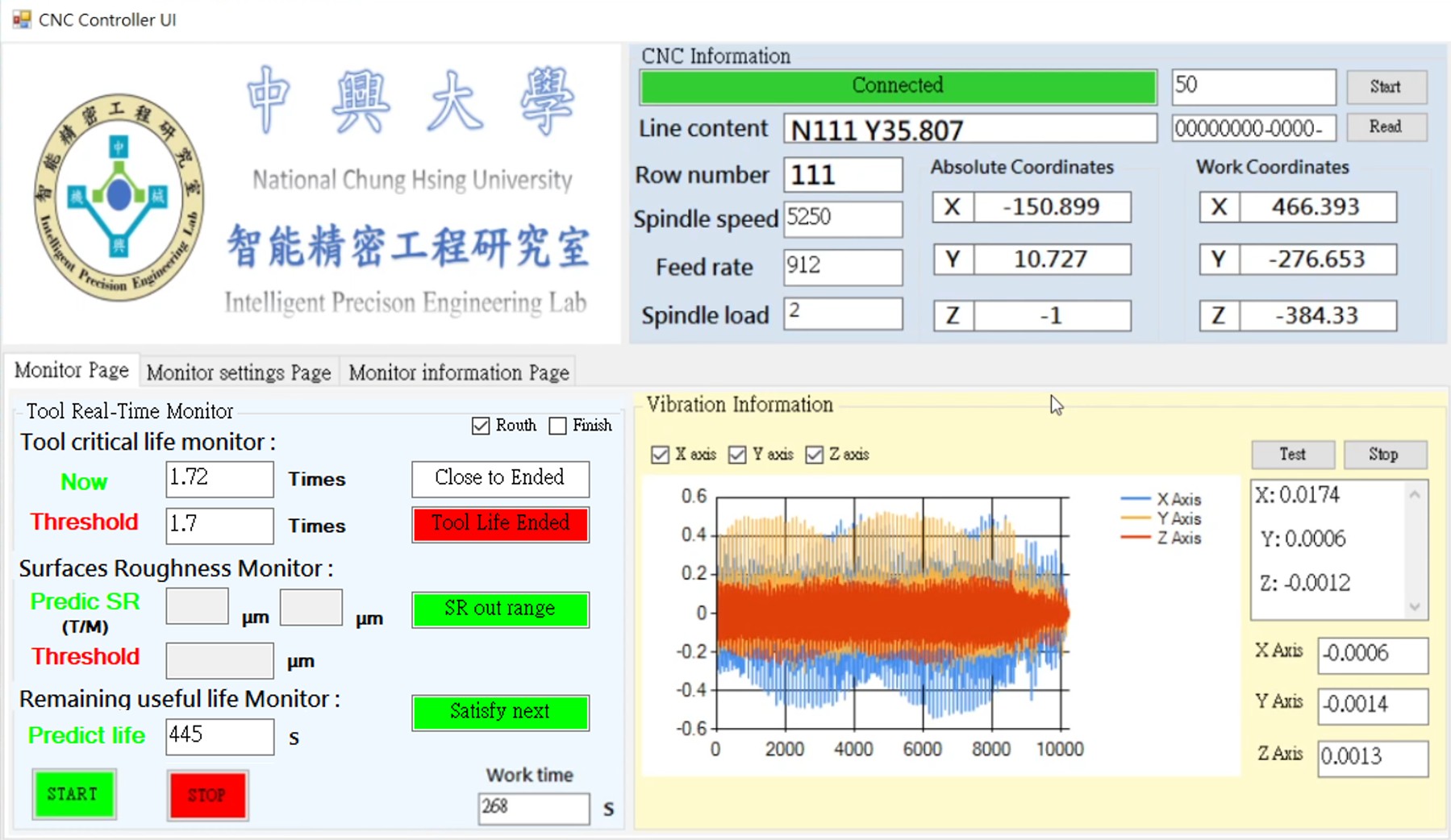
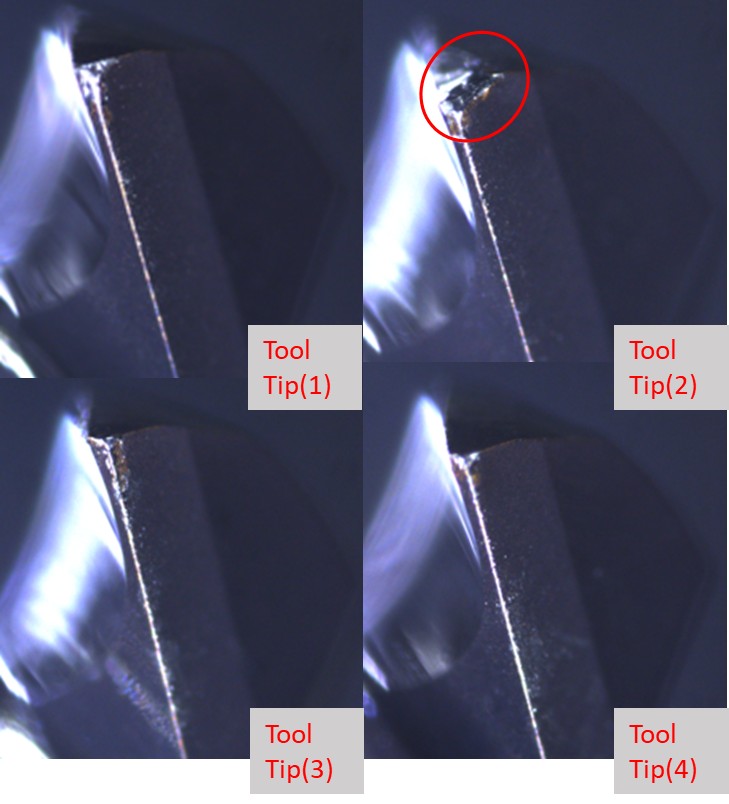
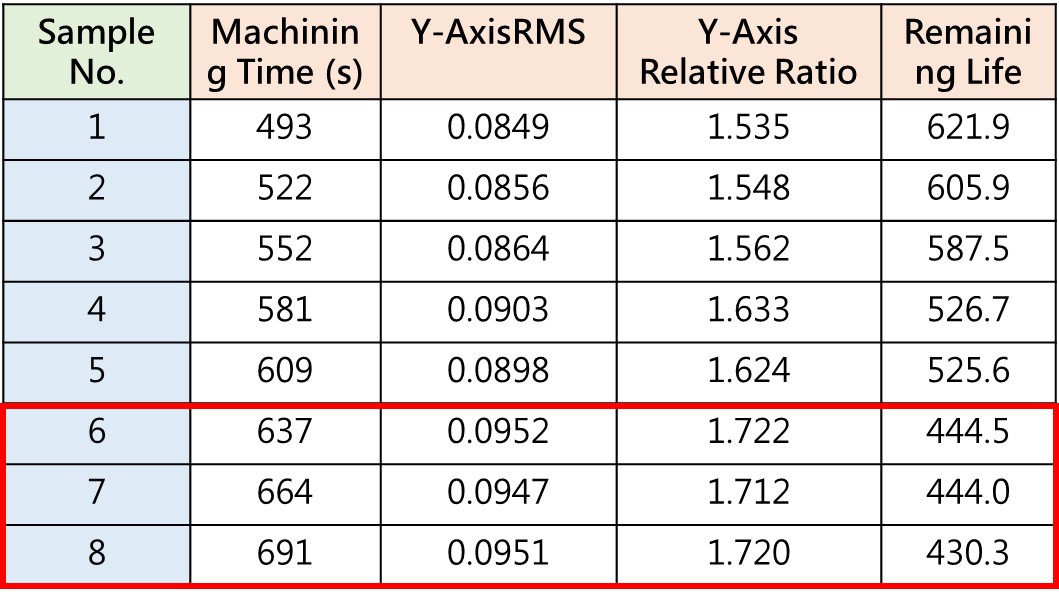
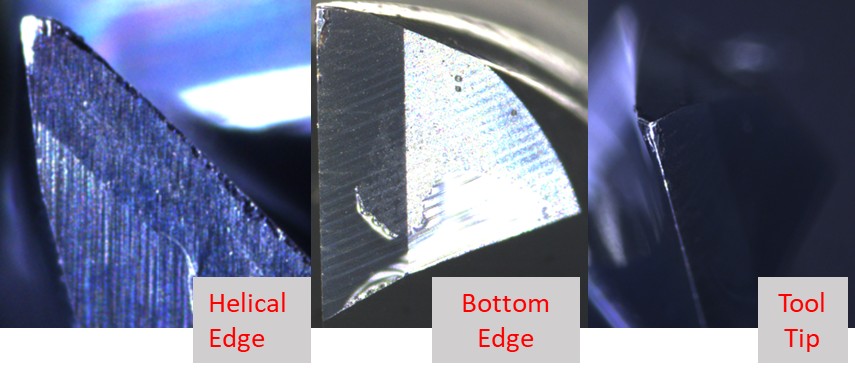
The experimental verification included experiments using two materials combined with two sets of process parameters. The cutting path and parameter combinations are shown in Figure 8 and Table 3. The accuracy and reproducibility of the tool remaining life module and signal labeling application module in the tool condition monitoring system applicable to multiple working conditions were verified. Figure 8 shows that, in Working Condition 1 (cutting material hardness HRC30), the predicted remaining tool life in the experiment was 1475 s. Because it was lower than the time required for a single cycle of machining, 853 s, the system did not issue a tool change warning. Figure 9 shows the verification result of the same tool under Working Condition 2 (cutting material hardness HRC45). After 691 seconds of cutting, because an abnormal vibration signal appeared, the system predicted that the remaining tool life at that time was 430 s. Because it did not satisfy the required time for the next machining cycle, the system actively paused machining and waited for tool change. Figure 11 is the photo of the tool wear condition at that time, showing that the tool had indeed reached the critical life condition.
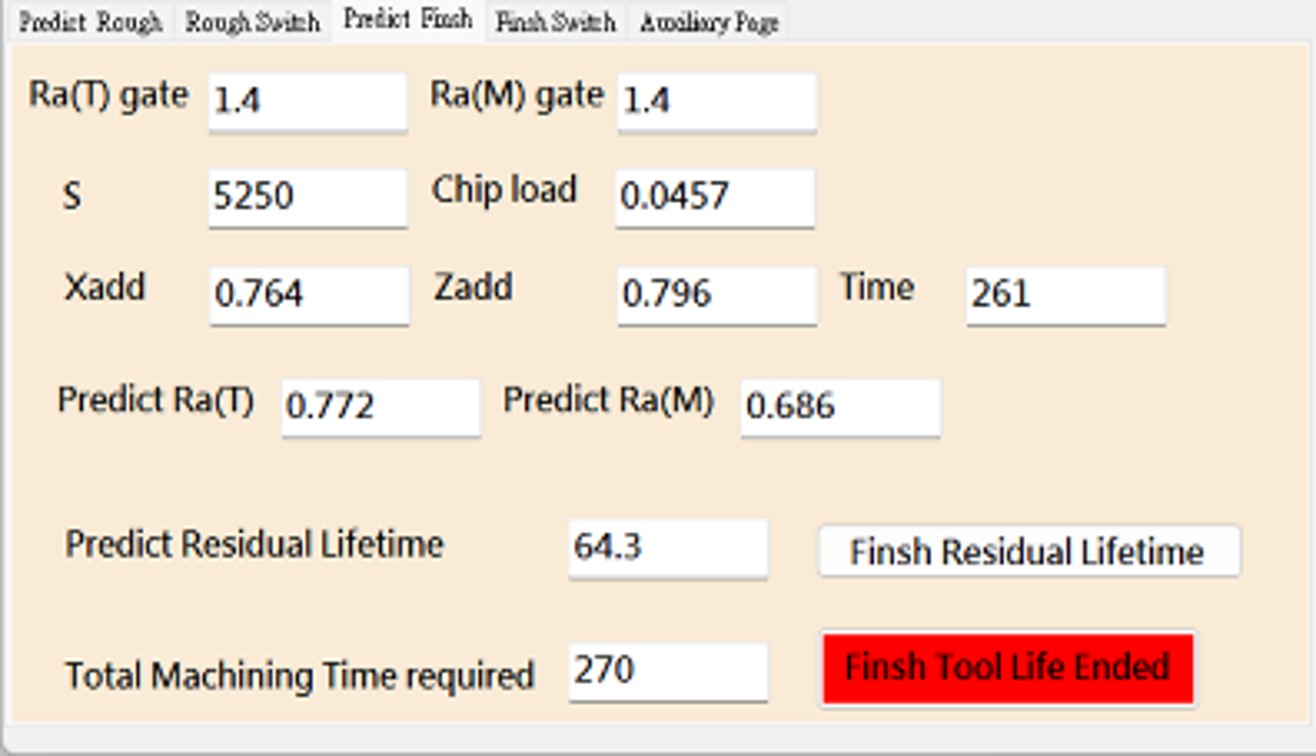
The verification results for data generation are shown in Figure 19. Using GAN-generated data (10% real data + 90% generated data) for enhanced training, the model error RMSE was 0.061 and the training time was 555 seconds. The system prediction results are shown in Figure 13. When machining reached 261 seconds, the predicted workpiece surface roughness had reached Ra 1.4 µm, and the remaining life was 64 seconds. The actually measured wear is shown in Figure 20, and the error between the two was within 0.2 µm, showing good accuracy. Because the predicted remaining life was insufficient to provide the machining time required for the subsequent process (100 seconds), the system issued a warning to change the tool at that time.
| Figure 8. Schematic Diagram of Tool Cutting Path | Table 3. Cutting Parameters Table |
 |
 |
| Figure 9. Verification Results of Remaining Life Monitoring under Working Condition 1 |
Figure 10. Verification Results of Remaining Life Monitoring under Working Condition 2 |
 |
 |
| Figure 11. Tool Wear Image (Working Condition 2) |
Table4. Tool Remaining Life Prediction |
 |
 |
| Figure 12. Prediction Result of Remaining Tool Life in Finish Machining | Figure 13. Photo of Tool Wear in Finish Machining |
 |
 |
4. Conclusion
This study integrated experimental design, real-time sensing, regression analysis, feature analysis, and hybrid AI modeling methods to establish an intelligent system for real-time monitoring of tool wear condition suitable for multiple working conditions. Actual cutting verification showed that the system is applicable to real-time monitoring of tool wear under different working conditions and has considerable accuracy.
Cutting machining conditions are highly diverse, including diversified applications across machines, material characteristics, machining conditions, and sites, and intelligent monitoring capability also needs to be continuously strengthened. With the continuous advancement of AI tools, the laboratory is currently also attempting to apply methods such as federated learning (FL), reinforcement learning (RL), retrieval-augmented generation (RAG), and large language models (LLMs) to construct a more generalized intelligent system with self-learning capability.




