
GAI生成資料可行性驗證:幾何模擬、力學分析與產線應用
前言
在智慧製造成為產業核心競爭力的今日,加工模擬驗證已從輔助工具躍升為確保數位製造可靠性與效率的關鍵。隨著自動化與 AI 應用快速普及,刀具路徑與加工參數的設計逐漸由人工經驗轉向演算法生成。這雖大幅提升設計效率與創新速度,但也帶來一個關鍵挑戰──如何確認自動生成的數據能在實際產線上安全執行並維持品質。若缺乏驗證,將導致刀具損壞、工件報廢、機台受損,不僅增加成本,更延誤交期與削弱客戶信任,對資源有限的中小型加工業尤為不利。因此,加工模擬驗證已不只是技術選項,而是回應產業對降低試切成本、縮短導入時程與確保穩定品質的迫切需求。
加工模擬技術能在切削前進行加工路徑模擬檢查、干涉碰撞檢查。提前發現刀具運動與材料去除過程中的潛在風險,降低試誤成本。隨著製程日益複雜,驗證不再只是防止碰撞,更是確保效率與精度的必要手段。此外,切削力學驗證可在程式執行前評估刀具受力、主軸功率與加工穩定性,避免因不當參數造成顫振與品質下降。
加工模擬驗證技術
在數位製造流程中,加工模擬 (Virtual Machining) 技術已成為確保自動化產生之刀具路徑可行性的關鍵手段。該技術透過虛擬環境模擬實際切削過程,包含刀具運動、工件材料移除、干涉偵測與機台限制驗證,能有效預防由路徑錯誤導致的碰撞、過切與機械損壞風險。其生成資料可行性驗證指標包含刀具路徑之過切與公差檢核。
目前主流的幾何移除技術以 Z-Map 和 Dexel (Depth Pixel) 為核心。Z-Map 是最早且廣泛應用於 3 軸加工模擬的幾何建模技術。其基本概念是將工件空間以固定解析度的 XY 格點 (Grid) 進行投影,並以每一格對應一個 Z 軸深度值來表示材料表面高度。這個高度值在模擬中會根據刀具進給過程不斷更新,以反映材料移除的結果。Seung Ryol Maeng 等人提出線性移動工具的 Z-map 更新方法論文中[1]提及,透過更新刀具路徑產生的掃掠面對應的 Z-map 向量來模擬加工過程。當刀具的旋轉軸與 Z 軸平行時,Z-Map 透過加工刀具底面產生的掃掠面進行更新。透過計算刀具掃掠面與 Z-Map 向量交點,模擬加工並更新 Z-Map。
Z-Map 技術的優勢在於資料結構簡單、記憶體占用低且易於更新,主要用於快速切削模擬和驗證,非常適合用於 2.5D 或單方向加工模擬,特別是 Z-map 技術在驗證大型模具的刀具路徑時很受歡迎。其核心限制則在於無法準確模擬側邊或多方向進刀的切削行為,不適用於五軸加工模擬。
為了克服上述限制並支援多軸加工模擬,Dexel的技術被發展出來,根據Valentin等人在論文中提及[2],Dexel建模方式是將物體以三個子網絡組成的線網絡表示,分別沿全局座標的 X、Y、Z 三個方向。Dexel 是一種一維元素,代表物體中的線段。沿 X方向的 Dexel 子網絡定義在 YZ平面上,Dexel 以離散化步距 、
、 沿這兩個方向放置。進行加工切削模擬過程中,當刀具經過工件區域,對應的三向 Dexel 射線 segments 會被截除或更新,用以模擬材料去除,以此方式使模擬結果貼合實際加工的結果。
沿這兩個方向放置。進行加工切削模擬過程中,當刀具經過工件區域,對應的三向 Dexel 射線 segments 會被截除或更新,用以模擬材料去除,以此方式使模擬結果貼合實際加工的結果。
然而,僅透過 Z-Map 或 Dexel 模型進行幾何模擬,雖然能反映材料移除的形狀變化,但在複雜的五軸加工或高速銑削過程中,仍可能忽略動態因素導致的機構干涉與碰撞風險。為了進一步強化模擬過程中的安全性,近年來發展出結合機構學 (kinematics)、實體碰撞檢測 (collision detection) 以及路徑預測技術的防碰撞模組。根據美國專利US20160188770A1[3]所揭示的技術,該方法利用一種基於多體運動學 (Multibody Kinematics) 的建模方式,能將加工機台的每一個部件(如主軸、工作台、轉台),建構為可動剛體,並根據NC路徑資料進行運動模擬。此技術結合刀具模型與機台機構進行全時段碰撞檢查,當任一時間點出現潛在干涉,系統可立即警示或自動修正路徑,避免實體機台遭受損壞。此外,該專利也揭示一項重要機制:碰撞區域的即時標記與視覺回饋,系統會將潛在干涉區可視化顯示在模擬介面上,使使用者能夠主動調整路徑或加工參數,提高使用者對潛在風險的感知與控制力。
因此,將 Dexel 或 Z-Map 幾何模型與此類機構動態模擬與碰撞檢測演算法結合,不僅能提升模擬精度,更能打造一套具備預測性、主動防禦功能的數位製造環境,確保複雜多軸加工任務在真實執行前即排除所有潛在風險。
幾何拓撲驗證技術
為了驗證加工模擬結果與原始CAD目標零件之間的幾何一致性,可以採用基於光線追蹤 (Raytracing) 的比對方法。透過檢核生成資料之加工模擬結果,確認其幾何精度是否符合設定之容許公差,並據以作為生成資料可行性之驗證指標。
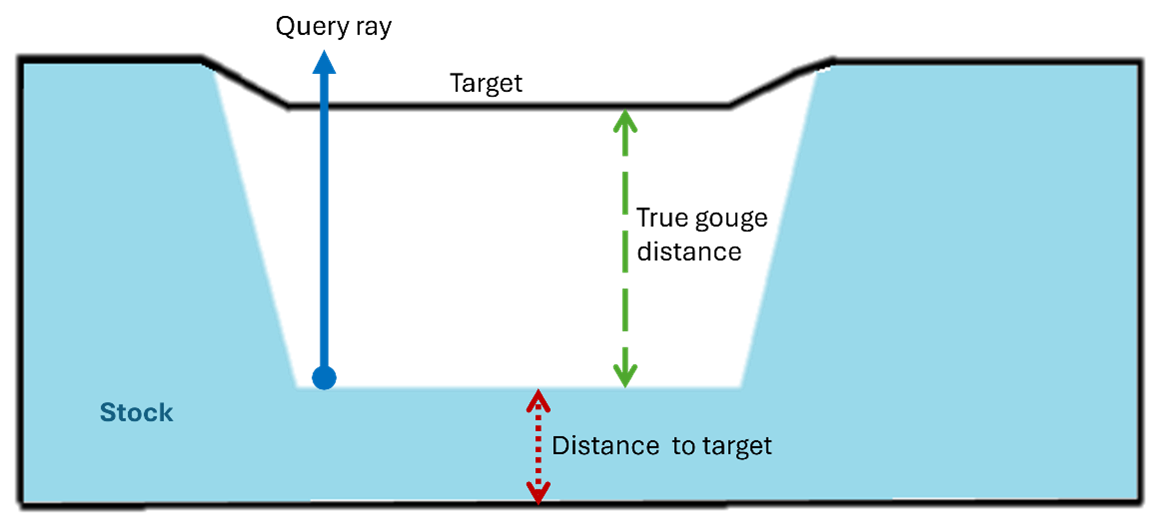
該技術利用視覺渲染模式 (Render Mode) 進行模擬結果的可視化比對。核心概念為,自每個視覺像素射出一條光線,當光線擊中目標零件的幾何邊界時,會計算該點至模擬加工後的 stock 模型表面的距離,並根據距離值進行顏色編碼 (Color Mapping)。
此方法允許使用者定義數個公差區間,並為每段區間設定對應的顏色材質。例如,stock 表面若超出 target 模型 0.01 單位以上(即發生缺少切削 Undercut)則可標記為藍色;距離在 ±0.01 單位內則標記為綠色(表示切削精度良好); 若stock 表面進入target 模型 0.01 單位以上(表示過度切削 Gouge),則標記為紅色。透過這種可視化的顏色分布,可以快速檢查模擬結果是否在容許的幾何公差範圍內。
圖1展示了一個基於光線追蹤(Ray Tracing)技術進行幾何比對的案例。黑色輪廓線表示 CAD 目標零件的幾何外型 (Target),藍色區域則為加工模擬所產生的 Stock 幾何。從 Stock 表面一點出發,射出一條查詢光線 (Query Ray) 與 Target 幾何進行交會運算,若相交點距離該射線起點超過預設容差(此例為 0.01 單位),則可判斷該處發生過度切削 (Gouge) 現象。
 |
切削力學驗證技術
如何驗證 GAI 生成的刀具路徑是否合理、安全,成為產業落地應用的關鍵問題。切削力學驗證在此扮演關鍵角色。雖然目前尚未有針對GAI生成之資料進行驗證的相關之國際標準或指引,但在金屬切削領域,已有切削相關之離線物理模擬驗證、線上品質監測相關技術論文,以下介紹相關技術,以及如何達成生成式資料驗證,驗證目標又為何。通過這些力學分析驗證,將使AI生成路徑不僅具備創新性,更提高可用性,增加產業落地應用之信心。
首先,在刀具路徑生成方面,可透過離線模擬與比切削力模型,對 GAI 生成的路徑逐段檢查,預測加工過程中可能出現的過載、刀尖過度撓度或主軸功率超限,進而將不合理的刀路自動篩除。
其次,在加工參數生成方面,GAI根據歷史數據或經驗規則提出進給、切深、切寬等參數組合。然而不同材料與機台剛性差異,會導致參數套用後產生風險。切削力學驗證技術能即時檢查這些生成參數,判斷其是否造成過大切削力、顫振或刀具壽命縮短,並可依據驗證結果反饋給 AI 模型,形成「生成–驗證–修正」的循環。此種機制使生成式AI生成參數更具工程落地性,並符合實際製造條件。
1. 離線物理模擬驗證方法
目前切削力學驗證方法主要分為三大類。第一,離線物理模擬,即在 NC 程式執行前透過數學模型預測切削力、主軸功率與刀尖撓度,以作為程式前哨檢查。此類方法常採用 Engin 與 Altintas 提出的通用銑削力學模型[5],並結合 Kienzle–Victor 關係式[6],以「比切削力」與切屑截面積關聯來估算主切削力如式(1):
 (1)
(1)
其中 為主切向力,
為主切向力, 為單位切削厚度比切削力常數,
為單位切削厚度比切削力常數, 為未切削層厚度,
為未切削層厚度, 為材料依賴指數,
為材料依賴指數, 為切削刃接觸寬度。該模型以實驗可識別之係數為基礎,能快速預測不同材料與切削情況下的切削受力。
為切削刃接觸寬度。該模型以實驗可識別之係數為基礎,能快速預測不同材料與切削情況下的切削受力。
在商用應用方面,多數高階 CAM 軟體與數位雙生解決方案已內建切削力學驗證模組。例如 Siemens NX Machining、Autodesk PowerMill 與 ModuleWorks Cutting Simulation[4],皆支援刀具路徑模擬與功率負載檢查。Sandvik CoroGuide則以依據其刀具型錄與分類方法(包含刀具幾何與材料特性)基礎,提供參數優化與刀具選型建議[7]。工具機製造商如 DMG MORI CELOS 與 Mazak Smooth Ai,則在其數位雙生解決方案中結合即時監測與 AI 預測功能,透過切削力學驗證提升加工過程的可靠性與智慧化程度。
2. 動力學與穩定性驗證方法
動力學與穩定性驗證,透過建立刀具–工件–機台系統動態模型,分析其顫振傾向並繪製穩定區域圖,以避免進入不穩定切削區[8]。在金屬切削製程中,即使切削力未超過靜態承載限制,顫振 (Chatter) 仍可能引發加工品質惡化,例如表面粗糙度上升、刀具崩刃與零件報廢。為了預防此一隱性風險,動力學驗證方法應運而生。其核心作法是透過頻率響應函數 (Frequency Response Function, FRF) 量測,再利用所取得的動態剛性與阻尼特徵繪製顫振穩定圖 (Stability Lobe Diagram, SLD)。此圖能揭示在不同主軸轉速下的臨界切深,並區分出顫振可能發生與穩定加工的參數區域。當生成式 AI 所輸出的加工參數,經比對並落入 SLD的穩定區時,使用者可確認該組合具備抗顫振的可行性。
目前已有商用產品如 CutPro (MAL Inc.) 提供完整模組,從 FRF 量測、SLD 計算到最佳加工參數輸出一應俱全;學術界如Altintas與Engin[5]及與Budak[8]所提出的穩定性理論框架,奠定了產業與研究應用的基礎。此驗證技術對於生成式 AI 的實際導入尤為重要。GAI 雖能快速生成刀具路徑與參數,但若未經動力學驗證,仍可能導致實際加工中的失敗或高昂成本。透過穩定性驗證,能將 AI 輸出的結果與機台動態行為相結合,提供可信的加工參數組合,降低報廢率、延長刀具壽命並提升生產效率。特別在薄壁件銑削等高風險工件上,更能凸顯其價值。
3. 線上監控方法
線上監控驗證技術。其原理是利用感測器於加工過程中即時收集數據,包括切削力、振動、主軸電流與聲學特徵,並透過快速傅立葉轉換 (FFT)、小波轉換或包絡線分析等方法進行特徵提取,以辨識刀具磨耗、顫振、斷刀、過切與工件變形等現象。進一步而言,監測數據可與數位雙生模型比對,進行異常預測與警示,以避免品質不良或設備損壞[9]。
在生成式 AI 的應用情境下,線上監控能形成數據閉迴路:透過比對實際切削力與振動數據與 AI 模型預測值,若誤差小於門檻值則代表參數可行;若超出臨界值,系統即可即時回饋與修正,確保加工安全。此機制並可透過統計分析(如 Cpk 製程能力指數),評估 AI 參數對長期穩定性的影響,進一步確認其工業應用價值。
在商用案例中, Sandvik CoroPlus Process Control 則結合刀具斷裂檢測與切削異常偵測,可即時停機或修正參數[10]; Mazak SMOOTH Technology 亦內建監測模組,將感測數據回饋至控制器,避免工件報廢[9]。綜合而言,線上監控驗證技術不僅能即時辨識與修正異常,更已成為驗證生成式 AI 加工數據可用性的核心機制。
4. 自適應控制與模型校正
自適應控制 (Adaptive Control) 與模型校正 (Model Calibration) 能在加工過程中依據感測數據動態修正切削參數。其核心包含三層:透過感測器收集切削力、振動或溫度;運用演算法自動調整進給率或轉速; 並以模型校正比對實測與理論數據,確保隨刀具磨耗或機台剛性衰退仍維持準確性[6][11]。
在生成式 AI 驗證應用中,該技術可建立「動態驗證」機制:若監測數據超過模型上限,系統即時降低進給率避免過載;若校正後模型誤差下降,如均方誤差低於2%,即可確認參數合理性。長期觀測下,亦可透過刀具壽命延長與表面粗糙度降低等指標量化驗證效果[8][11]。生成式資料之切削力學評估驗證項目包含如下:
- 刀具過載評估:透過力學模型預測刀具切削力,並檢查生成數據是否超過機台主軸最大輸出功率。
- 顫振評估:計算生成資料是否落入顫振穩定圖 (SLD) 的穩定區,確認該生成數據具備抗顫振的可行性。
- 刀尖撓度上限:驗證是否低於臨界值,作為加工品質控制基準[5]。
- 實際切削線上異常偵測:透過比對實際切削力與振動數據或AI模型預測值,若誤差小於門檻值則代表參數可行;若超出臨界值,系統即可即時回饋與修正,確保加工安全。此機制並可透過統計分析(如 Cpk 製程能力指數)。
商用案例包括 Fanuc iAdapt S依主軸負載修正進給率[12]、Okuma Machining Navi 透過振動感測避開顫振[13],以及 MAL Inc. CutPro 結合穩定葉線與模型校正。Siemens NX、Autodesk PowerMill 與工具機大廠 Mazak、DMG MORI 也已導入即時監測與補償功能,推動切削力學驗證由學術走向產業標準。
切削力學驗證是智慧製造領域中,用以確保 NC 程式與加工條件合理性的重要手段。其核心價值在於能於加工前、中、後不同階段,提供可靠的受力與品質預測,避免因條件不當導致的尺寸誤差、表面粗糙度惡化以及刀具過早損耗。更進一步,透過系統化驗證程序所建立的可信數據鏈,能有效消弭終端業者對生成式AI應用程式的不確定感,提升導入與應用時的信任度,進而促進 GAI 在產業現場的普及與落實。
結論
綜觀加工模擬與驗證技術的發展,產業正從單純的幾何檢查,逐步邁向結合力學、動力學與智慧化監控的多層次整合。這種演進不僅回應了生成式 AI 在製造現場的落地需求,更為產業提供一套具備預測性與自我修正能力的完整解決方案。透過離線模擬,在前端過濾高風險刀路;透過動態驗證與穩定性分析,保障複雜加工過程的可行性。再搭配線上監控與自適應控制,則能確保加工參數在長時間、大批量生產下持續維持穩定。
對臺灣中小型加工業而言,這些技術的應用不僅能降低試切成本、提升刀具壽命,更能建立與國際接軌的智慧製造能力。未來,隨著更多生成式 AI 技術導入產線,模擬驗證技術將不再只是「選配」,而是確保數位工廠能夠安全、高效、可靠運行的必要基礎。換言之,加工模擬驗證已成為產業數位轉型過程中不可或缺的關鍵角色。
參考文獻
- S. R. Maeng, N. Baek, S. Y. Shin, B. K. Choi,“A Z-map update method for linearly moving tools,” Computer-Aided Design, 35(11), 995-1009, 2003.
- V. Dambly, É. R. Lorphèvre , O. Verlinden, “Tri-dexel based cutter-workpiece engagement determination for robotic machining simulator. Procedia CIRP,”107, 1059-1064, 2022.
- N. Montana, R. Nosenzo, “Simulating the machining of a workpiece,” US 20160188770 A1, 2016.
- MachineWorks Ltd., “Simulation Guide Volume 1,” 8.6, 183, 2024.
- S. Engin, Y. Altintas, “Mechanics and dynamics of general milling cutters, Part I: Helical end mills,”Int. J. Mach. Tools Manuf., 41, 2195–2212, 2001.
- German Copper Institute ,“Recommended machining parameters for copper and copper alloys,” DKI Monograph i.18, 15, 2010, [Online]. Available: https://www.copper.org/applications/marine/cuni/pdf/DKI-Machining.pdf?utm_source=chatgpt.com
- Sandvik Coromant,“CoroPlus Process Control - Monitor machining processes and automate actions,” [Online]. Available: https://pdf.directindustry.com/pdf/sandvik-coromant/coroplus-processcontrol/14460-991142.html
- Y. Altintas, E. Budak,“Analytical prediction of stability lobes in milling,” CIRP-IJMTM, 44(1), 357–362, 1995.
- Mazak Corp., [Online]. Available: https://www.mazak.com/us-en/technology/machining-technology/
- Sandvik Coromant, “Sandvik CoroPlus Tool Guide,” [Online]. Available: https://www.sandvik.coromant.com/en-us/tools/digital-machining/coroplus-tool-guide?utm_source=chatgpt.com
- P. L. B. Oxley, “The Mechanics of Machining: An Analytical Approach to Assessing Machinability,”
Ellis Horwood, 1989. - Automation.com,“FANUC integrates iAdaptS controller into CNC,” [Online].
Available: https://www.automation.com/en-us/products/product13/fanuc-integrates-iadapts-controller-into-cnc?utm_source=chatgpt.com - Okuma Corporation, “Machining Navi - Intelligent Technology,”[Online]. Available: https://www.okuma.co.jp/english/onlyone/process




